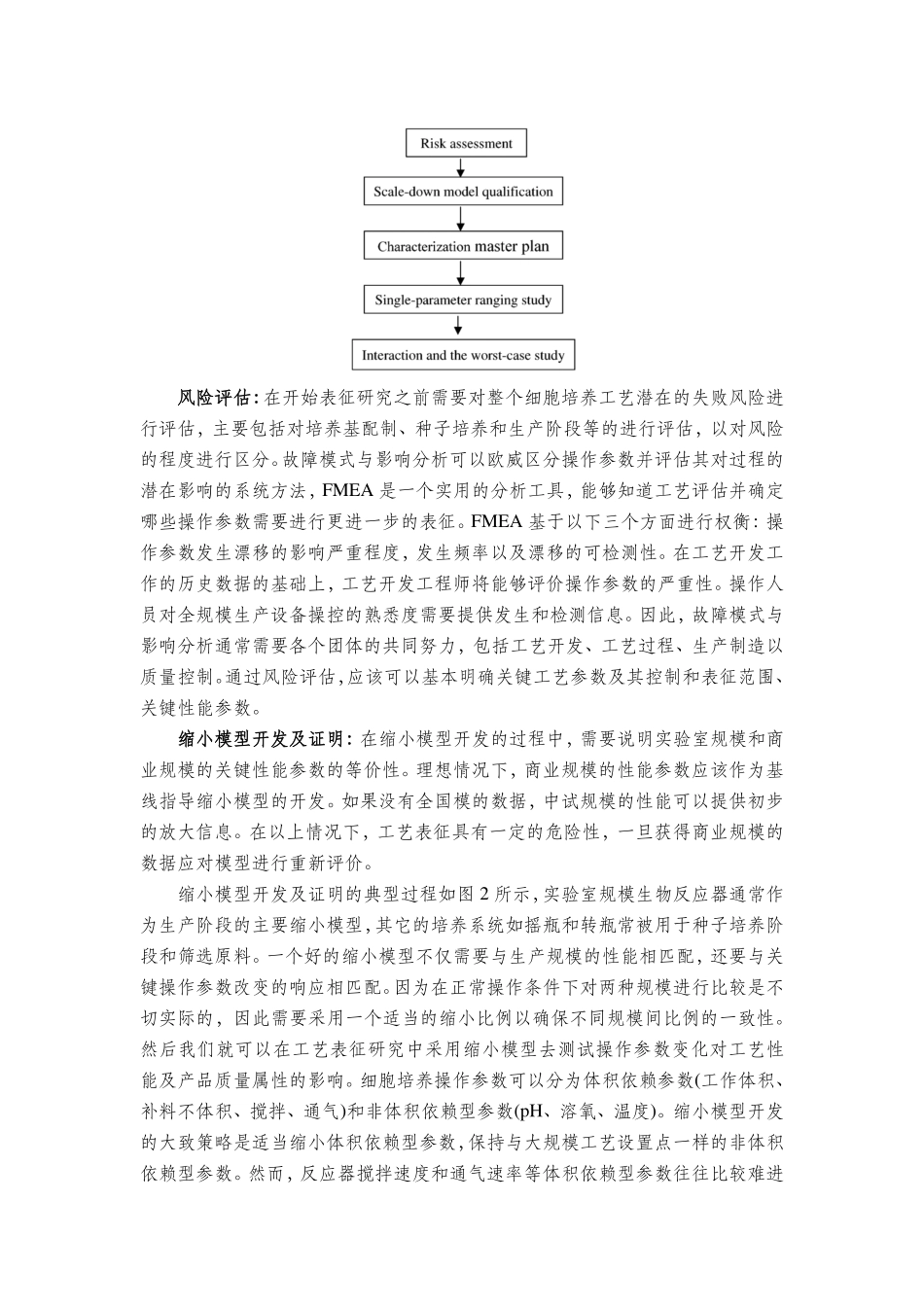
ASystematicApproachforScale-DownModelDevelopmentandCharacterizationofCommercialCellCultureProcesses皇家药院译摘要:工艺特性鉴定是为了阐明制造工艺的耐用性,主要研究关键操作参数和最终效能之间的关系。特性鉴定研究中的技术信息对于后续的工艺验证至关重要。近几年来这已经成为监管期望。由于进行生产规模的验证研究是几乎不可能的。开发能够代表商业工艺的缩小模型是实现可靠的工艺表征所必须的。在本研究中,我们介绍了一个开发生物反应器缩小模型和表征表达重组蛋白的CHO细胞培养工艺的系统研究方法。首先,我们使用2L反应器在2000L商业规模工艺的基础上开发缩小模型。对比两个规模的细胞生长状况、产量、产品质量、培养环境(pH、DO、pCO2)和代谢水平(葡萄糖、谷氨酰胺、乳酸、氨),从而限定缩小模型。对关键操作参数进行单因素的范围研究,然后才有建立的缩小模型进行相互作用研究。为了能够成功进行工艺验证及确保工艺性能的一致性,我们将会确定合适的操作范围及某些关键参数的可接受标准。通过相互作用研究鉴别该工艺的最坏条件。简介:在实验室和中试规模完成一个生物制品生产的细胞培养工艺开发之后,将会开启商业化进程,包括工艺表征、放大、技术转移及生产现场的验证。工艺表征需要进行系统研究以详细商业规模细胞培养,主要包括关键操作参数和最终细胞培养性能间的关系,主要为细胞生长、产量以及终产品的质量属性,例如活性、翻译后修饰及杂质概况。工艺表征的目标包括鉴别关键操作和性能参数,建立关键参数的可接受范围,并阐明工艺耐用性。表征研究获得的技术信息近几年已成为监管期望,可以作为制造工艺验证先决条件以及为长期商业化生产提供支持。因为费用较为昂贵且可用的大规模生物反应器有限,所以在生产规模进行表征研究是几乎不可能的,常常在实验室规模采用能够代表生产规模工艺性能的缩小模型。为了计算一致性和准确性,需要在整个表征研究中采用合格的分析方法。细胞培养工艺表征的整体步骤如图1所示,详细步骤将会在底下的文字中进行介绍。风险评估:在开始表征研究之前需要对整个细胞培养工艺潜在的失败风险进行评估,主要包括对培养基配制、种子培养和生产阶段等的进行评估,以对风险的程度进行区分。故障模式与影响分析可以欧威区分操作参数并评估其对过程的潜在影响的系统方法,FMEA是一个实用的分析工具,能够知道工艺评估并确定哪些操作参数需要进行更进一步的表征。FMEA基于以下三个方面进行权衡:操...