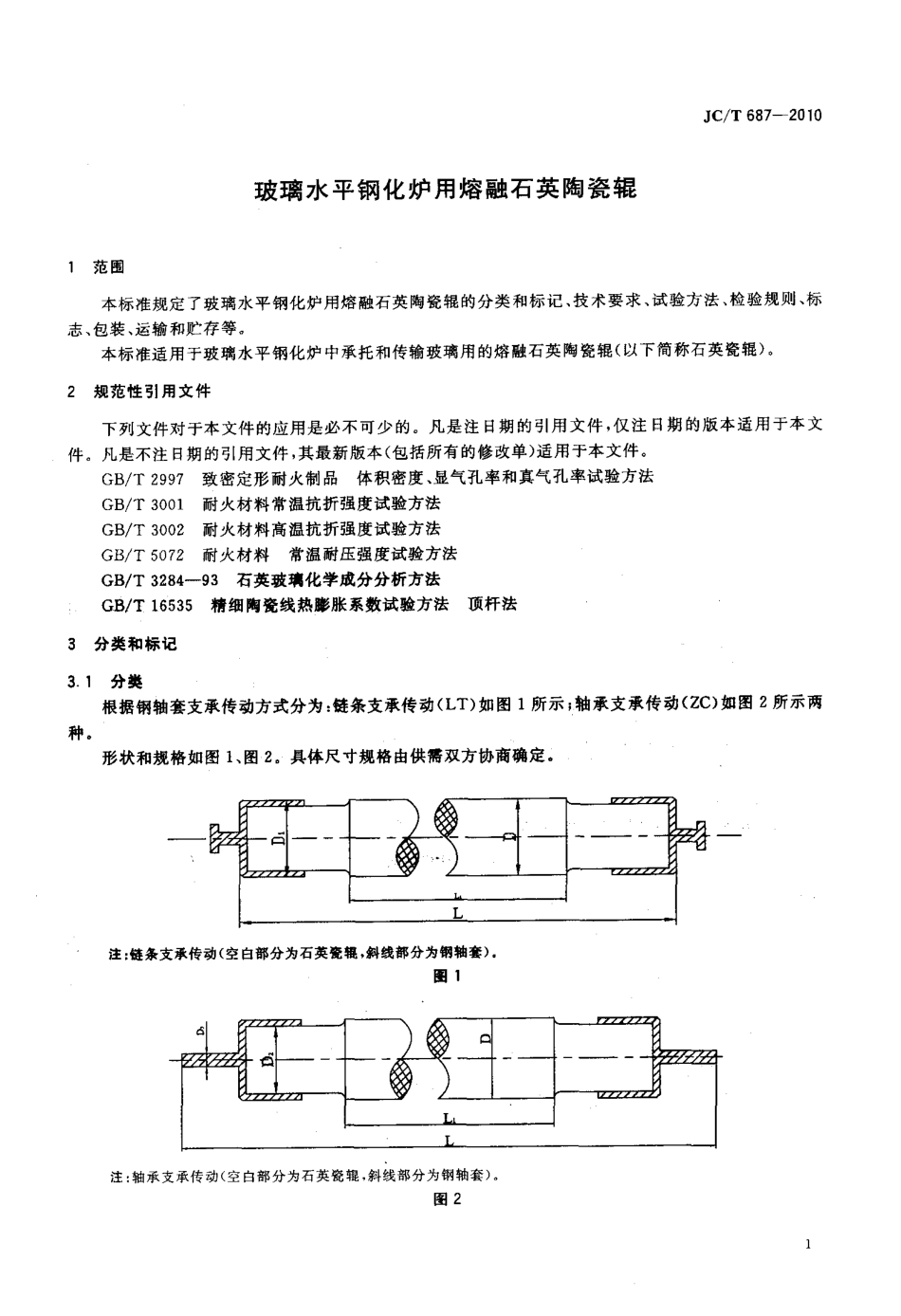
ICS8106030Q32备案号:30027—2011JC中华人民共和国建材行业标准JC/T687—2010代替JC/T687--1998玻璃水平钢化炉用熔融石英陶瓷辊Fusedsilicarollsforhorizontalglasstemperingfurnaces2010—11—22发布2011—03—01实施中华人民共和国工业和信息化部发布刖吾本标准按照GB/T1.1—2009给出的规则起草。自实施之日起代替JC/T687—1998《玻璃水平钢化辊道窑用石英陶瓷辊》。本次修订对JC/T687—1998进行了以下修改:本标准规范性引用文件中内容更新,引用标准:——GB299782更新为GB/T2997;——GB3001—82更新为GB/T3001;——GB300282更新为GB/T3002;——GB507285更新为GB/T5072.2;——GB6901—86更改为GB/T3284—93;——GB7320—87更改为GB/T16535;——表面粗糙度达0.8~1.6改为Ra≤2.0p.m;...