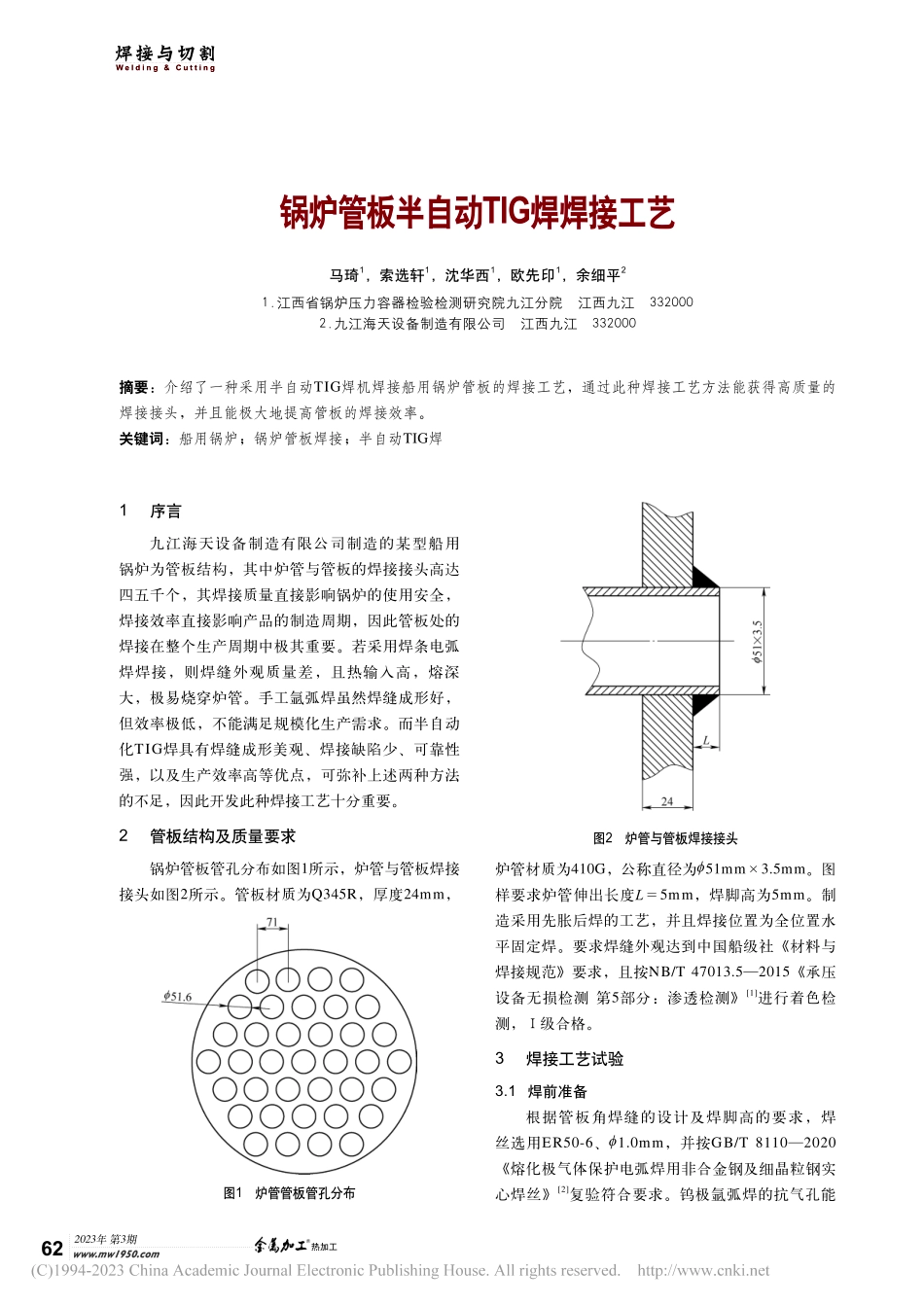
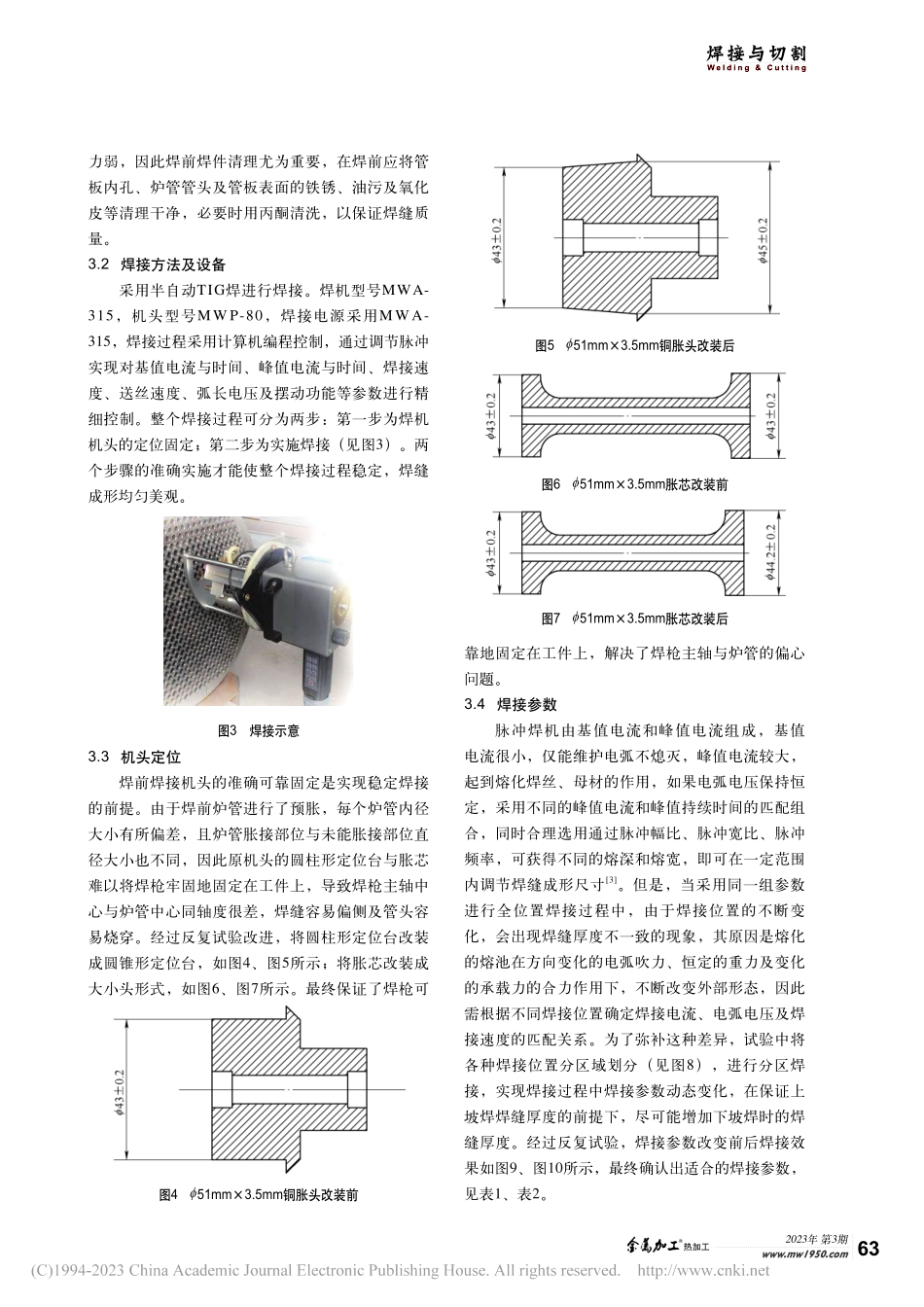
2023年第3期热加工www.mw1950.com62焊接与切割Welding&Cutting锅炉管板半自动TIG焊焊接工艺马琦1,索选轩1,沈华西1,欧先印1,余细平21.江西省锅炉压力容器检验检测研究院九江分院江西九江3320002.九江海天设备制造有限公司江西九江332000摘要:介绍了一种采用半自动TIG焊机焊接船用锅炉管板的焊接工艺,通过此种焊接工艺方法能获得高质量的焊接接头,并且能极大地提高管板的焊接效率。关键词:船用锅炉;锅炉管板焊接;半自动TIG焊1序言九江海天设备制造有限公司制造的某型船用锅炉为管板结构,其中炉管与管板的焊接接头高达四五千个,其焊接质量直接影响锅炉的使用安全,焊接效率直接影响产品的制造周期,因此管板处的焊接在整个生产周期中极其重要。若采用焊条电弧焊焊接,则焊缝外观质量差,且热输入高,熔深大,极易烧穿炉管。手工氩弧焊虽然焊缝成形好,但效率极低,不能满足规模化生产需求。而半自动化TIG焊具有焊缝成形美观、焊接缺陷少、可靠性强,以及生产效率高等优点,可弥补上述两种方法的不足,因此开发此种焊接工艺十分重要。2管板结构及质量要求锅炉管板管孔分布如图1所示,炉管与管板焊接接头如图2所示。管板材质为Q345R,厚度24mm,炉管材质为410G,公称直径为φ51mm×3.5mm。图样要求炉管伸出长度L=5mm,焊脚高为5mm。制造采用先胀后焊的工艺,并且焊接位置为全位置水平固定焊。要求焊缝外观达到中国船级社《材料与焊接规范》要求,且按NB/T47013.5—2015《承压设备无损检测第5部分:渗透检测》[1]进行着色检测,Ⅰ级合格。3焊接工艺试验3.1焊前准备根据管板角焊缝的设计及焊脚高的要求,焊丝选用ER50-6、φ1.0mm,并按GB/T8110—2020《熔化极气体保护电弧焊用非合金钢及细晶粒钢实心焊丝》[2]复验符合要求。钨极氩弧焊的抗气孔能图1炉管管板管孔分布图2炉管与管板焊接接头2023年第3期热加工www.mw1950.com63焊接与切割Welding&Cutting力弱,因此焊前焊件清理尤为重要,在焊前应将管板内孔、炉管管头及管板表面的铁锈、油污及氧化皮等清理干净,必要时用丙酮清洗,以保证焊缝质量。3.2焊接方法及设备采用半自动TIG焊进行焊接。焊机型号MWA-315,机头型号MWP-80,焊接电源采用MWA-315,焊接过程采用计算机编程控制,通过调节脉冲实现对基值电流与时间、峰值电流与时间、焊接速度、送丝速度、弧长电压及摆动功能等参数进行精细控制。整个焊接过程可分为两步:第一步为焊机机头的定位固定;第二步为实施焊接(见图3)。两个步骤...