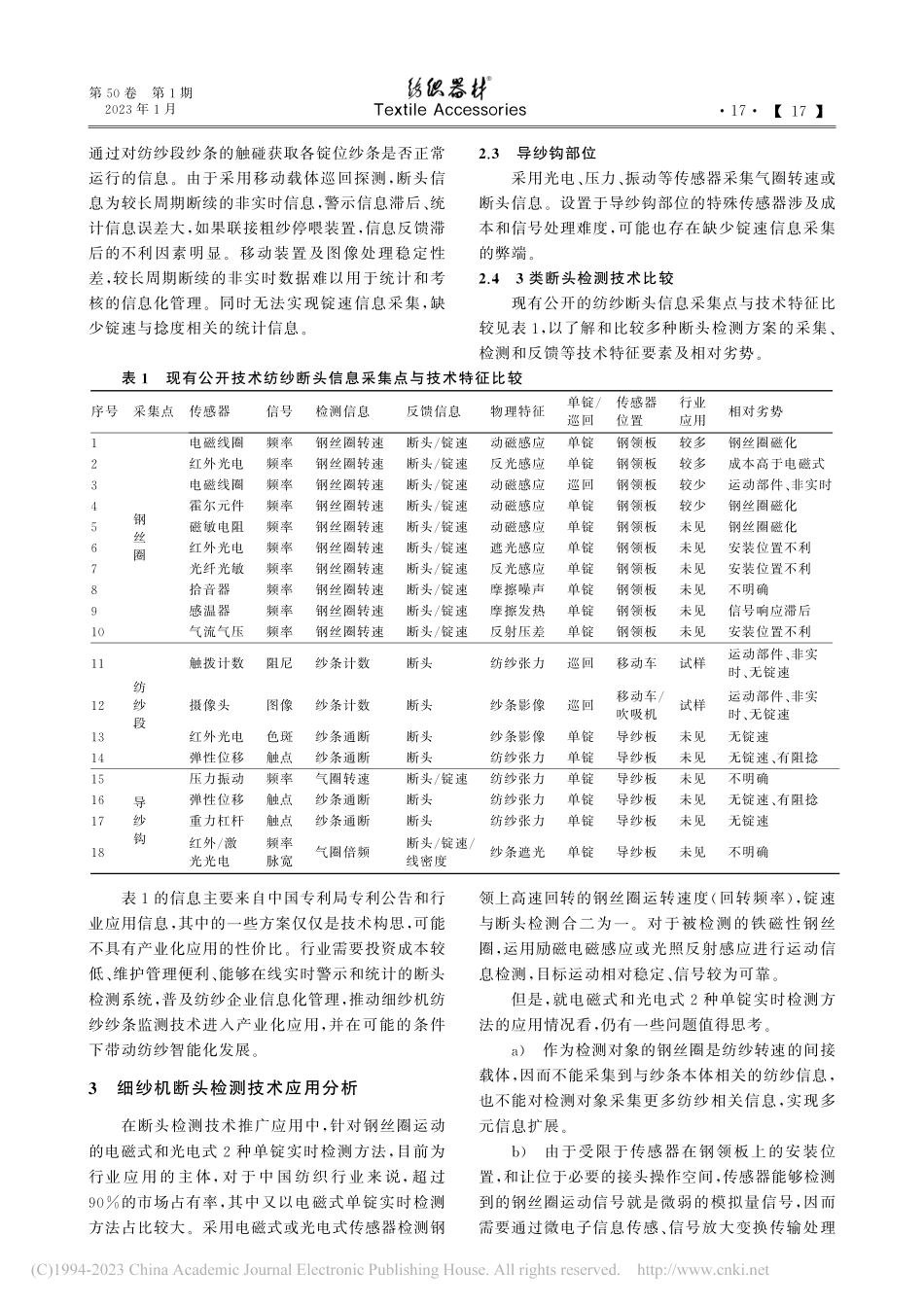
环锭纺纱条监测技术应用与发展倪远1,刘广喜2(1.纺之远(上海)纺织工作室,上海200063;2.北京众仁智杰科技发展有限公司,北京100176)摘要:为响应纺织行业“十三五”“十四五”规划中纺纱信息化、智能化的发展方向,探寻投资成本较低、维护管理便利、能够在线实时警示和统计的环锭纺纱条监测技术,介绍电磁式和光电式2种单锭实时检测方法的应用现状、分类及相关思考;对比多种技术方案,以OptiSpin单锭式导纱钩纱条运动光路监测系统和巡回式纱条视觉识别监测装备为例,分析环锭纺纱条品质实时监测和非实时监测的原理、应用、行业需求和趋势;针对细纱机纱条监测技术行业应用的关键制约因素,创新提出数字信号纱条实时监测系统,详细分析数字信号纱条断纱检测系统、数字信号断纱检测与纱条监测系统的原理及优势。指出:纺纱信息化和智能化技术研发应用时,应以工艺技术路线为引导,遵循信号采集功能多元、信号处理便捷和系统成本较低的原则;数字信号纱条实时监测系统能多元采集纺纱锭位工作状态和纱条品质信息,实现单锭实时状态信息与品质信息监测,为纺纱主体工程信息化、智能化提供基础信息采集。关键词:纱条监测技术;断头检测;锭速检测;纱条直径;信息采集;投资成本;实时监测;光电检测;电磁检测;视觉识别;纱条数字孪生中图分类号:TS103.7文献标志码:A文章编号:1001-9634(2023)01-0015-08ApplicationandDevelopmentofYarnSliverMonitoringTechnologyofRingSpinningNIYuan1,LIUGuangxi2(1.Sincerity(Shanghai)TextileStudio,Shanghai200063,China;2.BeijingZhongrenZhijieTechnologyDevelopmentCo.,Ltd.,Beijing100176,China)Abstract:Inordertorespondtothedevelopmentdirectionofspinninginformationandintelli-genceinthe13thand14thFive-YearPlanoftextileindustry,yarnslivermonitoringtechnologyofringspinningwithlowi...