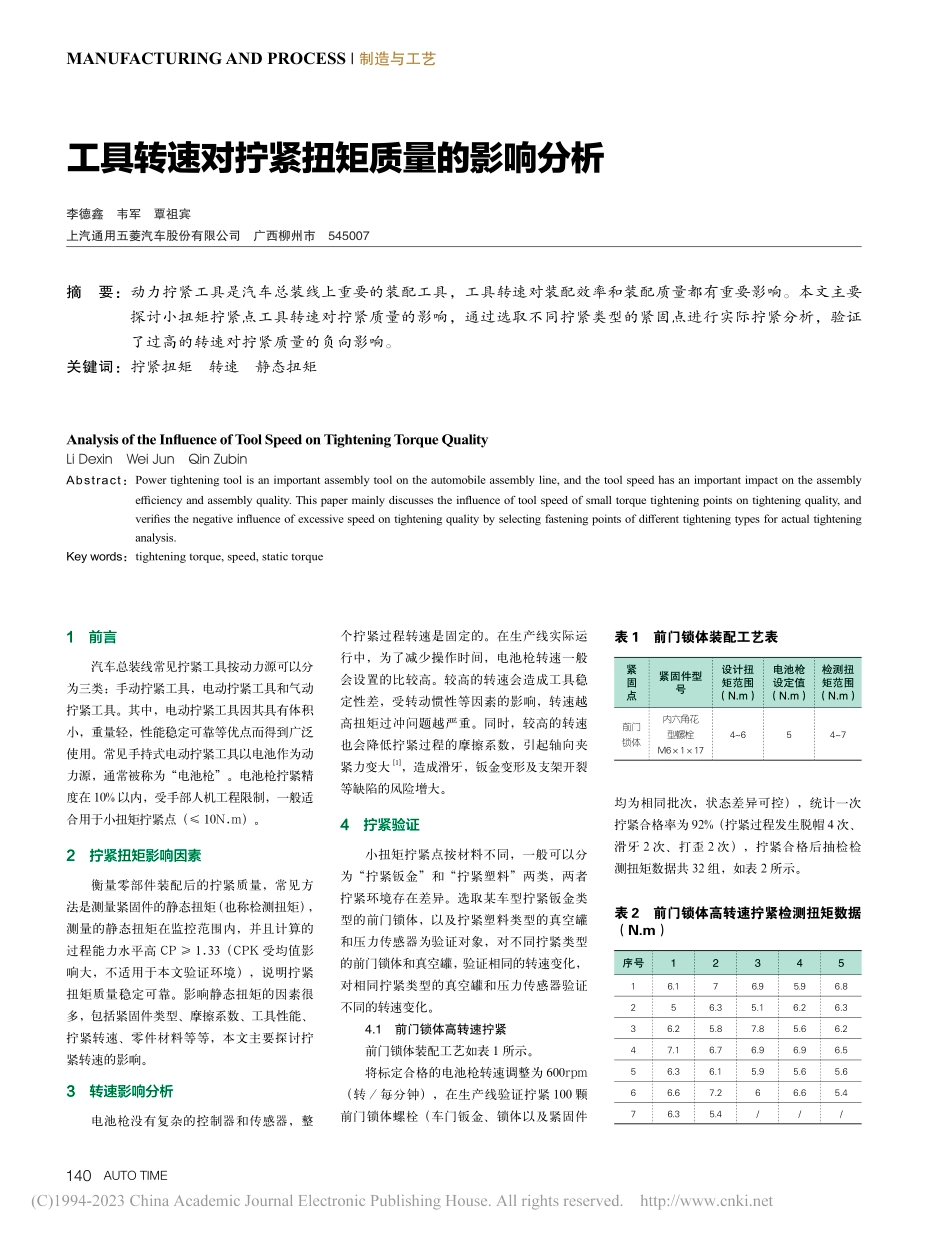
140AUTOTIMEMANUFACTURINGANDPROCESS|制造与工艺工具转速对拧紧扭矩质量的影响分析李德鑫韦军覃祖宾上汽通用五菱汽车股份有限公司广西柳州市545007摘要:动力拧紧工具是汽车总装线上重要的装配工具,工具转速对装配效率和装配质量都有重要影响。本文主要探讨小扭矩拧紧点工具转速对拧紧质量的影响,通过选取不同拧紧类型的紧固点进行实际拧紧分析,验证了过高的转速对拧紧质量的负向影响。关键词:拧紧扭矩转速静态扭矩1前言汽车总装线常见拧紧工具按动力源可以分为三类:手动拧紧工具,电动拧紧工具和气动拧紧工具。其中,电动拧紧工具因其具有体积小,重量轻,性能稳定可靠等优点而得到广泛使用。常见手持式电动拧紧工具以电池作为动力源,通常被称为“电池枪”。电池枪拧紧精度在10%以内,受手部人机工程限制,一般适合用于小扭矩拧紧点(≤10N.m)。2拧紧扭矩影响因素衡量零部件装配后的拧紧质量,常见方法是测量紧固件的静态扭矩(也称检测扭矩),测量的静态扭矩在监控范围内,并且计算的过程能力水平高CP≥1.33(CPK受均值影响大,不适用于本文验证环境),说明拧紧扭矩质量稳定可靠。影响静态扭矩的因素很多,包括紧固件类型、摩擦系数、工具性能、拧紧转速、零件材料等等,本文主要探讨拧紧转速的影响。3转速影响分析电池枪没有复杂的控制器和传感器,整个拧紧过程转速是固定的。在生产线实际运行中,为了减少操作时间,电池枪转速一般会设置的比较高。较高的转速会造成工具稳定性差,受转动惯性等因素的影响,转速越高扭矩过冲问题越严重。同时,较高的转速也会降低拧紧过程的摩擦系数,引起轴向夹紧力变大[1],造成滑牙,钣金变形及支架开裂等缺陷的风险增大。4拧紧验证小扭矩拧紧点按材料不同,一般可以分为“拧紧钣金”和“拧紧塑料”两类,两者拧紧环境存在差异。选取某车型拧紧钣金类型的前门锁体,以及拧紧塑料类型的真空罐和压力传感器为验证对象,对不同拧紧类型的前门锁体和真空罐,验证相同的转速变化,对相同拧紧类型的真空罐和压力传感器验证不同的转速变化。4.1前门锁体高转速拧紧前门锁体装配工艺如表1所示。将标定合格的电池枪转速调整为600rpm(转/每分钟),在生产线验证拧紧100颗前门锁体螺栓(车门钣金、锁体以及紧固件均为相同批次,状态差异可控),统计一次拧紧合格率为92%(拧紧过程发生脱帽4次、滑牙2次、打歪2次),拧紧合格后抽检检测扭矩数据共32组,如表2所示。AnalysisoftheInfluenceofToolSpeedonTighteni...