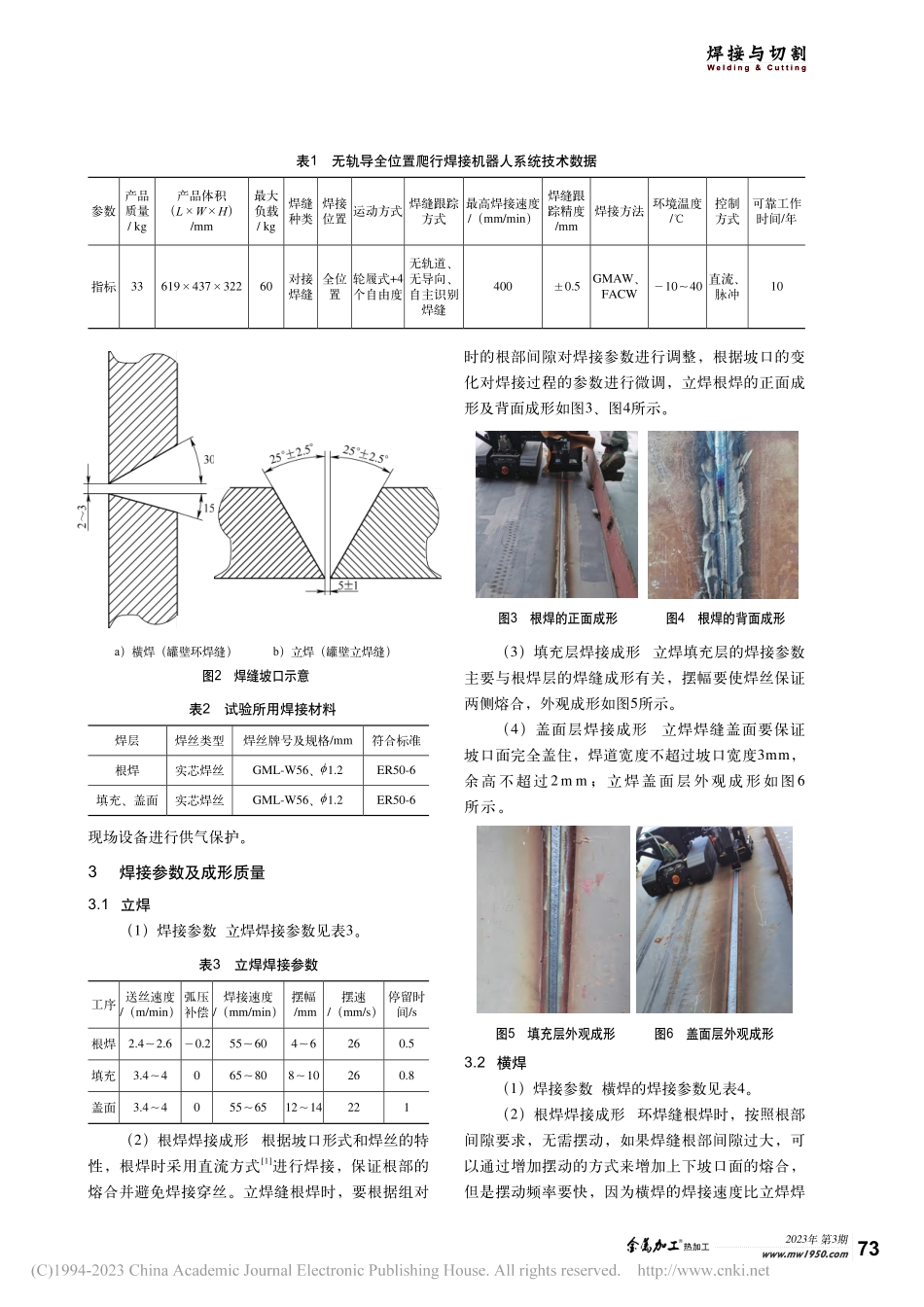
2023年第3期热加工www.mw1950.com72焊接与切割Welding&Cutting中小型储罐单面焊双面成形自动焊技术试验马旭阳1,张雷强1,龚国杰1,江泽阳1,白俊雨2,冯一哲2,陈子胥3,李海龙3,汪正伟31.茂名港集团有限公司广东茂名5106232.中石化第五建设有限公司广东广州5101803.北京博清科技有限公司北京100176摘要:基于茂名港储罐区中小型储罐,采用无轨导全位置爬行焊接机器人系统,进行熔化极气体保护焊单面焊双面成形技术试验,经过实验室和施工现场的多次试验和实地论证,开发了中小储罐的熔化极气体保护焊、单面焊双面成形的自动化焊接技术,并分析了焊接质量的影响因素。项目现场5000m3储罐的成功焊接,为户外中小型储罐的现场自动化焊接提供了高效的方法。关键词:无轨导全位置爬壁焊接机器人;中小型储罐;单面焊双面成形1序言储油罐区的中小型储罐现场焊接,通常采用焊条电弧焊,罐壁外部焊接完成后,在罐内碳弧气刨清根,再进行焊条电弧焊补焊。这种焊接工艺方法虽然比较成熟,但是对焊工的技能要求较高,劳动强度大,焊接效率低,焊接材料浪费较严重,而且焊缝质量受焊工自身因素的影响。熔化极气体保护焊单面焊双面成形技术试验依托茂名港项目,在5000m3的储罐上进行了实践论证,现场采用熔化极气体保护焊单面焊双面成形技术,为工程应用提供了技术支持。2试验条件(1)设备北京博清科技自动化科技有限公司生产的BOT-WTA20-322无轨导全位置爬行焊接机器人系统如图1所示,该系统的技术数据见表1。(2)母材及坡口形式现场储罐材质为Q235C钢,母材板厚为7~16mm,储罐直径21000mm,立焊缝和环焊缝的坡口形式如图2所示。(3)焊接材料选用的焊接材料见表2。(4)保护气体保护气选用混合气体,成分为80%Ar+20%CO2,其中Ar气气体纯度>99.99%,CO2气体纯度>99.96%。现场采用集中供气方案对图1无轨导全位置爬行焊接机器人系统2023年第3期热加工www.mw1950.com73焊接与切割Welding&Cutting现场设备进行供气保护。3焊接参数及成形质量3.1立焊(1)焊接参数立焊焊接参数见表3。表3立焊焊接参数工序送丝速度/(m/min)弧压补偿焊接速度/(mm/min)摆幅/mm摆速/(mm/s)停留时间/s根焊2.4~2.6-0.255~604~6260.5填充3.4~4065~808~10260.8盖面3.4~4055~6512~14221(2)根焊焊接成形根据坡口形式和焊丝的特性,根焊时采用直流方式[1]进行焊接,保证根部的熔合并避免焊接穿丝。立焊缝根焊时,要根据组对时的根部间隙对焊接参数进行调整,根据坡口...