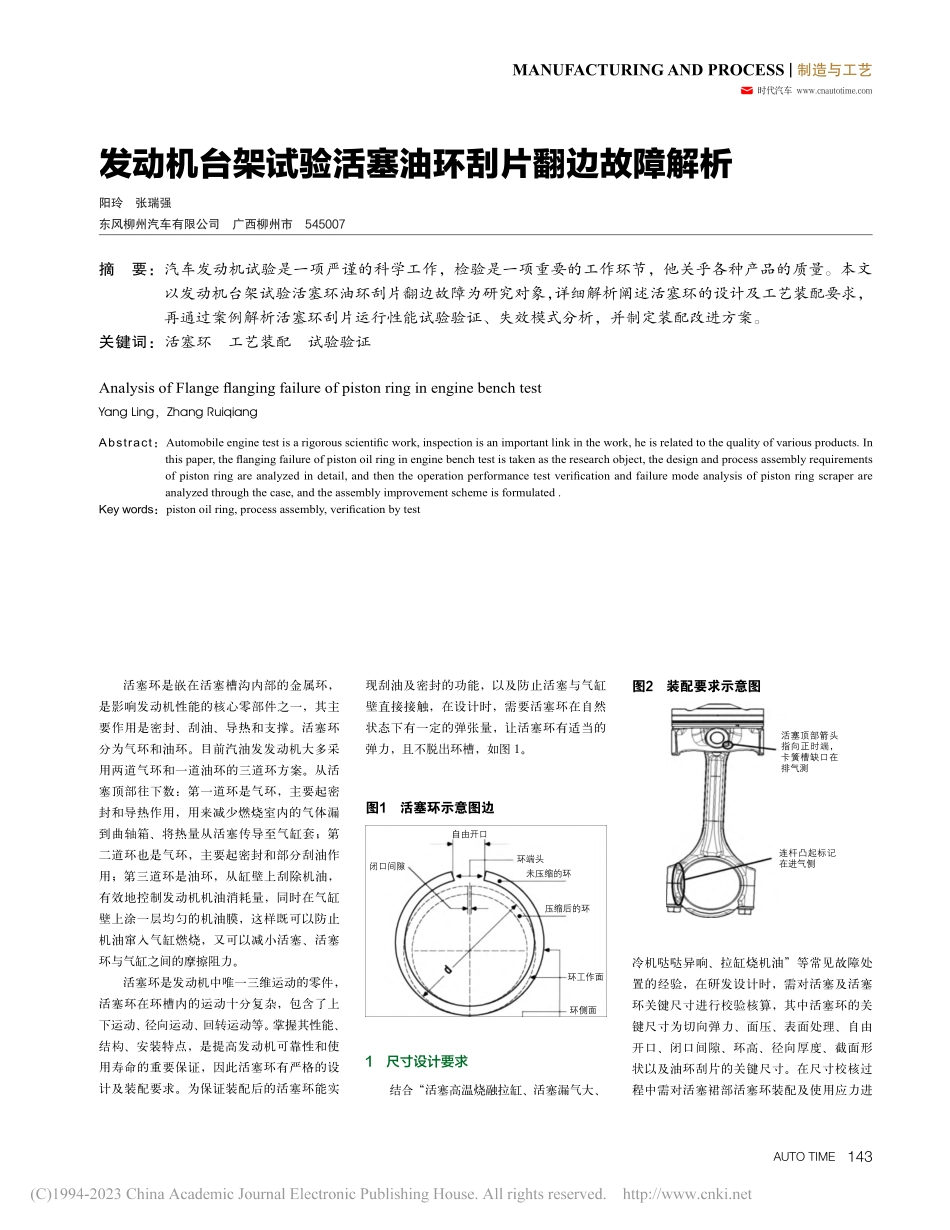
AUTOTIME143MANUFACTURINGANDPROCESS|制造与工艺时代汽车www.cnautotime.com发动机台架试验活塞油环刮片翻边故障解析活塞环是嵌在活塞槽沟内部的金属环,是影响发动机性能的核心零部件之一,其主要作用是密封、刮油、导热和支撑。活塞环分为气环和油环。目前汽油发发动机大多采用两道气环和一道油环的三道环方案。从活塞顶部往下数:第一道环是气环,主要起密封和导热作用,用来减少燃烧室内的气体漏到曲轴箱、将热量从活塞传导至气缸套;第二道环也是气环,主要起密封和部分刮油作用;第三道环是油环,从缸壁上刮除机油,有效地控制发动机机油消耗量,同时在气缸壁上涂一层均匀的机油膜,这样既可以防止机油窜入气缸燃烧,又可以减小活塞、活塞环与气缸之间的摩擦阻力。活塞环是发动机中唯一三维运动的零件,活塞环在环槽内的运动十分复杂,包含了上下运动、径向运动、回转运动等。掌握其性能、结构、安装特点,是提高发动机可靠性和使用寿命的重要保证,因此活塞环有严格的设计及装配要求。为保证装配后的活塞环能实现刮油及密封的功能,以及防止活塞与气缸壁直接接触,在设计时,需要活塞环在自然状态下有一定的弹张量,让活塞环有适当的弹力,且不脱出环槽,如图1。图1活塞环示意图边闭口间隙自由开口环端头未压缩的环压缩后的环环工作面环侧面1尺寸设计要求结合“活塞高温烧融拉缸、活塞漏气大、冷机哒哒异响、拉缸烧机油”等常见故障处置的经验,在研发设计时,需对活塞及活塞环关键尺寸进行校验核算,其中活塞环的关键尺寸为切向弹力、面压、表面处理、自由开口、闭口间隙、环高、径向厚度、截面形状以及油环刮片的关键尺寸。在尺寸校核过程中需对活塞裙部活塞环装配及使用应力进阳玲张瑞强东风柳州汽车有限公司广西柳州市545007摘要:汽车发动机试验是一项严谨的科学工作,检验是一项重要的工作环节,他关乎各种产品的质量。本文以发动机台架试验活塞环油环刮片翻边故障为研究对象,详细解析阐述活塞环的设计及工艺装配要求,再通过案例解析活塞环刮片运行性能试验验证、失效模式分析,并制定装配改进方案。关键词:活塞环工艺装配试验验证AnalysisofFlangeflangingfailureofpistonringinenginebenchtestYangLing,ZhangRuiqiangAbstract:Automobileenginetestisarigorousscientificwork,inspectionisanimportantlinkinthework,heisrelatedtothequalityofvariousproducts.Inthispaper,theflangingfailureofpistonoilringinenginebenchtest...