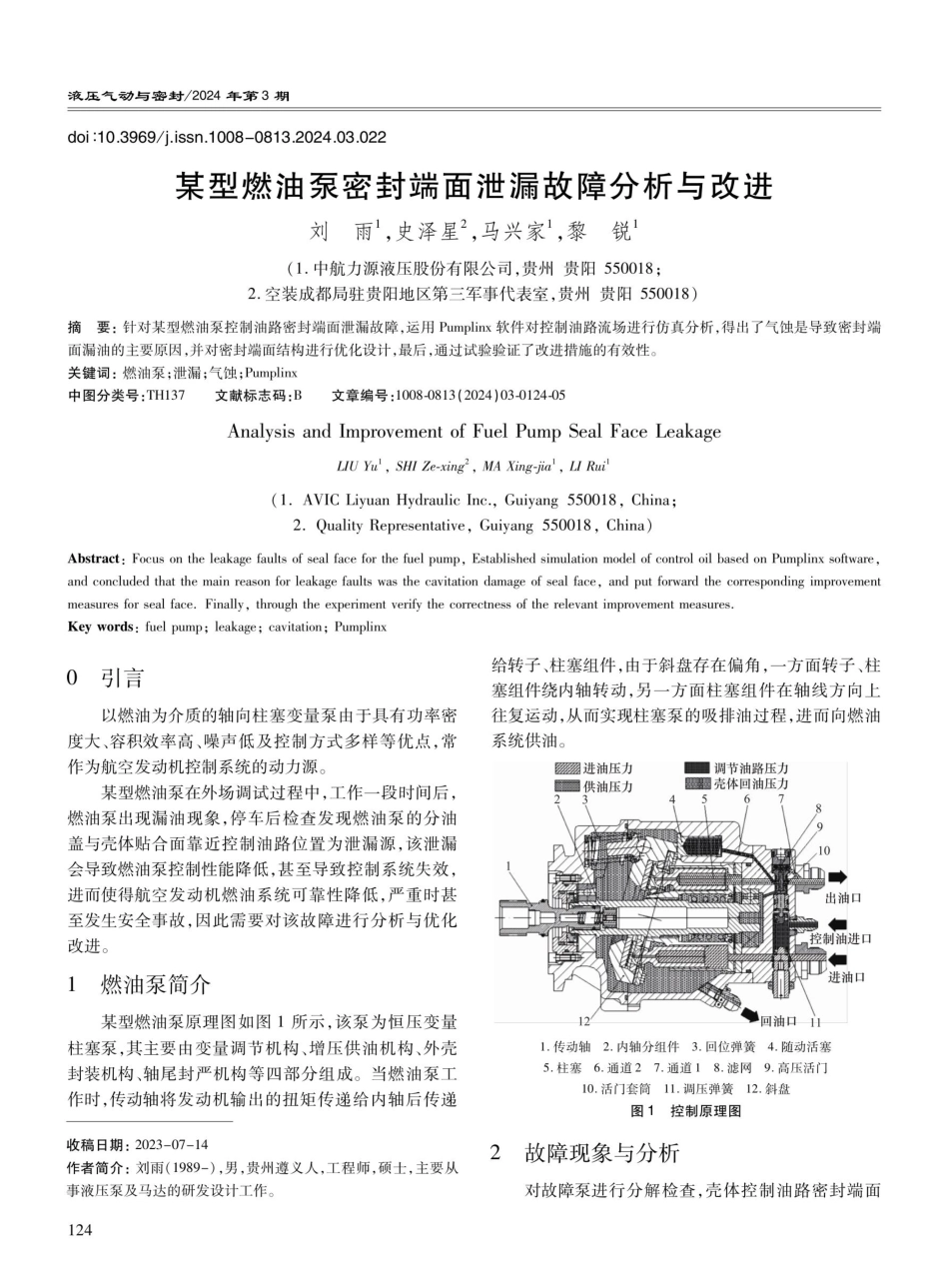
液压气动与密封/2024年第3期doi:10.3969/j.issn.1008-0813.2024.03.022某型燃油泵密封端面泄漏故障分析与改进刘雨,史泽星²,马兴家',黎锐1(1.中航力源液压股份有限公司,贵州贵阳550018;2.空装成都局驻贵阳地区第三军事代表室,贵州贵阳550018)摘要:针对某型燃油泵控制油路密封端面泄漏故障,运用Pumplinx软件对控制油路流场进行仿真分析,得出了气蚀是导致密封端面漏油的主要原因,并对密封端面结构进行优化设计,最后,通过试验验证了改进措施的有效性。关键词:燃油泵;泄漏;气蚀;Pumplinx中图分类号:TH137文献标志码:BAnalysisandImprovementofFuelPumpSealFaceLeakage(1.AVICLiyuanHydraulicInc.,Guiyang550018,China;2.QualityRepresentative,Guiyang550018,China)Abstract:Focusontheleakagefaultsofsealfaceforthefuelpump,EstablishedsimulationmodelofcontroloilbasedonPumplinxsoftware,andconcludedthatthemainreasonforleakagefaultswasthecavitationdamageofsealface,andputforwardthecorrespondingimprovementmeasuresforsealface.Finally,throughtheexperimentverifythecorrectnessoftherelevantimprovementmeasures.Keywords:fuelpump;leakage;cavitation;Pumplinx0引言以燃油为介质的轴向柱塞变量泵由于具有功率密度大、容积效率高、噪声低及控制方式多样等优点,常作为航空发动机控制系统的动力源。某型燃油泵在外场调试过程中,工作一段时间后,燃油泵出现漏油现象,停车后检查发现燃油泵的分油盖与壳体贴合面靠近控制油路位置为泄漏源,该泄漏会导致燃油泵控制性能降低,甚至导致控制系统失效,进而使得航空发动机燃油系统可靠性降低,严重时甚至发生安全事故,因此需要对该故障进行分析与优化改进。1燃油泵简介某型燃油泵原理图如图1所示,该泵为恒压变量柱塞泵,其主要由变量调节机构、增压供油机构、外壳封装机构、轴尾封严机构等四部分组成。当燃油泵工作时,传动轴将发动机输出的扭矩传递给内轴后传递收稿日期:2023-07-14作者简介:刘雨(1989-),男,贵州遵义人,工程师,硕士,主要从事液压泵及马达的研发设计工作。124文章编号:1008-0813(2024)03-0124-05LIUYu',SHIZe-xing,MAXing-jial,LIRui'系统供油。进油压力供油压力2121.传动轴2.内轴分组件3.回位弹簧4.随动活塞5.柱塞¥6.通道27.通道18.滤网9.高压活门10.活门套筒11.调压弹簧12.斜盘图1控制原理图2故障现象与分析对故障泵进行分解检查,壳体控制油路密封端面...