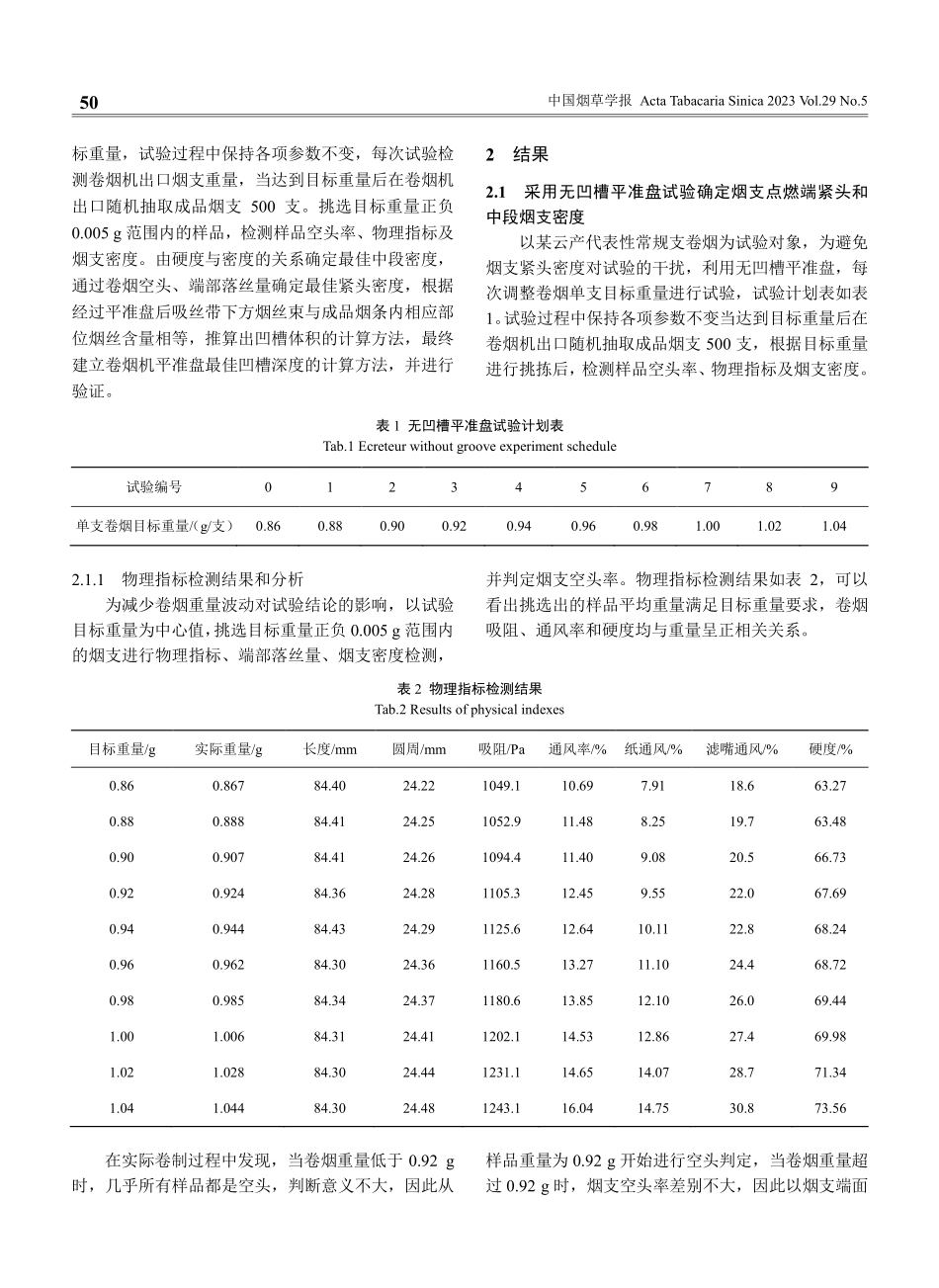
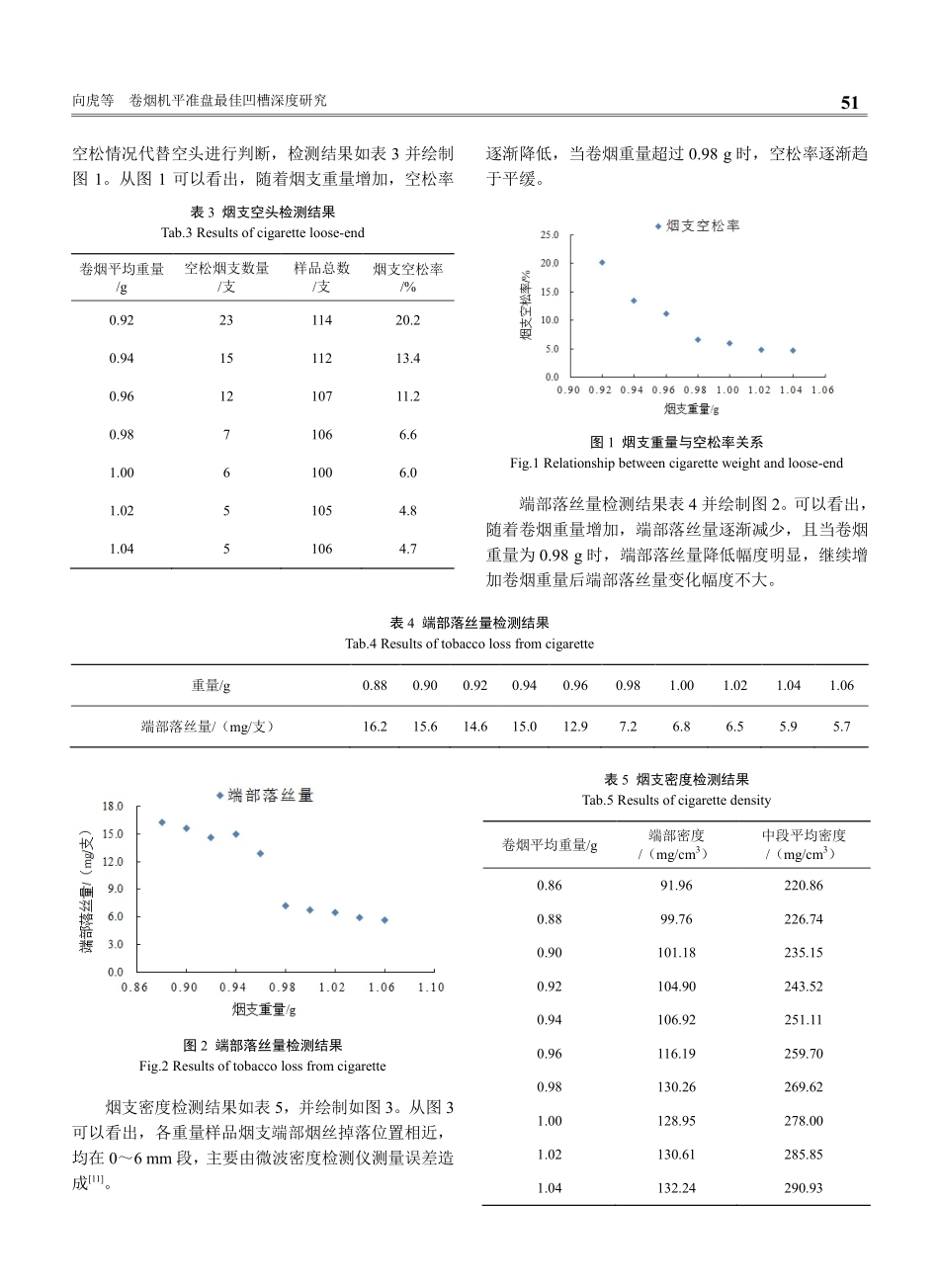
向虎等卷烟机平准盘最佳凹槽深度研究基金项目:云南中烟工业有限责任公司科技项目“云产中支卷烟加工技术体系构建及应用”(2021GY01)作者简介:向虎(1973—),本科,工程师,烟草工艺,Tel:13988941156,Email:13988941156@139.com通讯作者:何孝强(1988—),硕士,工程师,烟草工艺,Tel:18087491866,Email:785072922@qq.com收稿日期:2022-04-07;网络出版日期:2023-01-3149烟草设备向虎,郭阁,罗勇,等.卷烟机平准盘最佳凹槽深度研究[J].中国烟草学报,2023,29(5).XIANGHu,GUOGe,LUOYong,etal.Studyonthemoresuitabledepthofecreteurgroove[J].ActaTabacariaSinica,2023,29(5).doi:10.16472/j.chinatobacco.2022.058卷烟机平准盘最佳凹槽深度研究向虎1,郭阁1,罗勇1,邹玉胜1,王晓瑜2,孙学辉2,张海超1,徐永康1,郭瑞1,王龙1,盛小贺1,何孝强1*1红云红河烟草(集团)有限责任公司曲靖卷烟厂,云南曲靖655001;2.中国烟草总公司郑州烟草研究院,郑州高新技术开发区枫杨街2号,河南郑州450001摘要:【目的】为研究更加适宜的卷烟机平准盘凹槽深度,提升卷烟产品质量品质。【方法】利用无凹槽平准盘对云烟某牌号卷烟进行试验,通过硬度、空头、端部落丝量等指标确定最佳紧头和中段密度,根据经过平准盘后吸丝带下方烟丝束与成品烟条内相应部位烟丝含量相等,推算出凹槽体积的计算方法,最终确定卷烟机平准盘最佳凹槽深度并进行验证。【结果】(1)试验卷烟的紧头与中段最佳密度比约为1.17;(2)深槽弧长为18mm,浅槽弧长为12mm时,平准盘最佳紧头凹槽深度为2.8~3.5mm,接嘴端凹槽深度为1.5~2.0mm;(3)确定后的最佳平准盘投入使用后卷烟物理指标较好且质量稳定。【结论】通过该计算方法计算出的凹槽深度具有较好实用性,可用于平准盘凹槽深度的快速优化。关键词:凹槽深度;紧头密度;中段密度;凹槽体积计算方法卷烟机平准盘凹槽规格直接影响烟支内烟丝分布情况,与卷烟物理指标、烟气指标及燃烧锥掉落情况均有密切关系,卷烟机平准盘的规格是影响卷烟质量、降低消耗的重要因素[1-3],但目前卷烟机机型种类不一,且同一规格的卷烟机存在多种规格的平准盘。赵汉文、李金学等[4-5]对比了三深三浅平准盘和三槽平准盘,认为三深三浅平准器在卷烟物理指标、内在质量及质量稳定性更有优势。邹泉等[6]通过调整三深三浅深槽浅槽的宽度和深度,平准盘烟丝分布状态和空头率为相应指标,确定了某一品牌烟丝的最佳平准盘规格。行业...