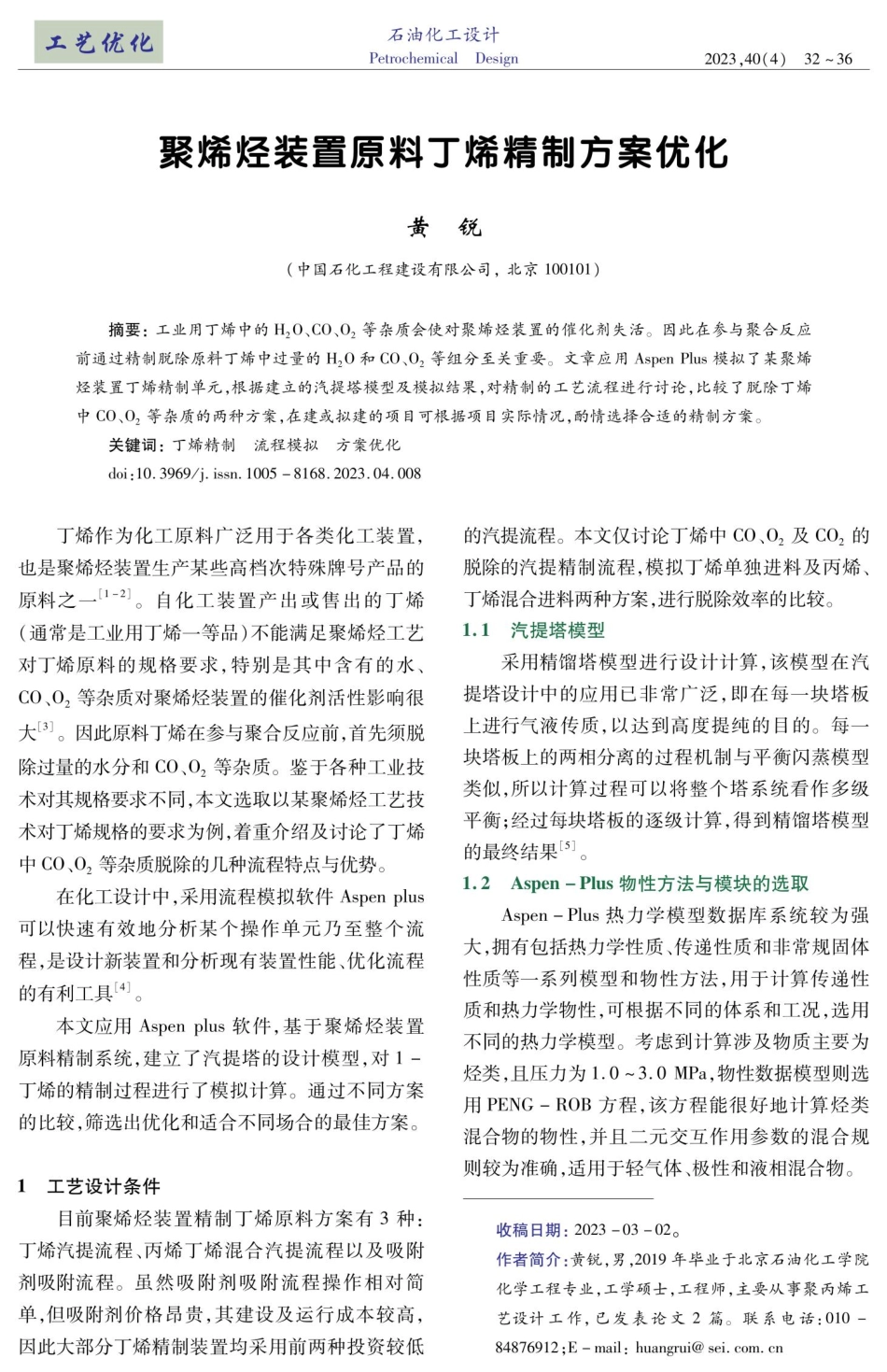
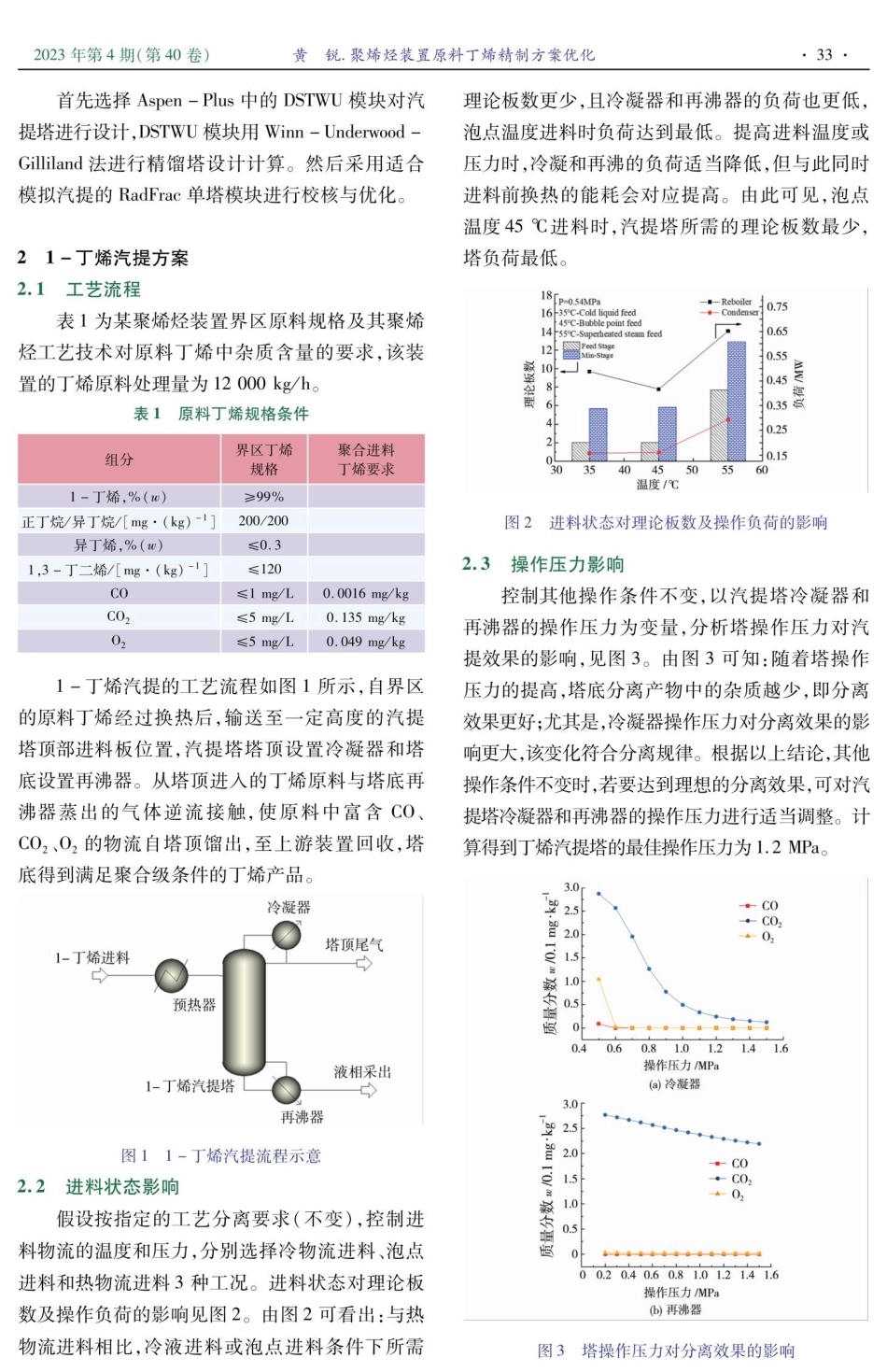
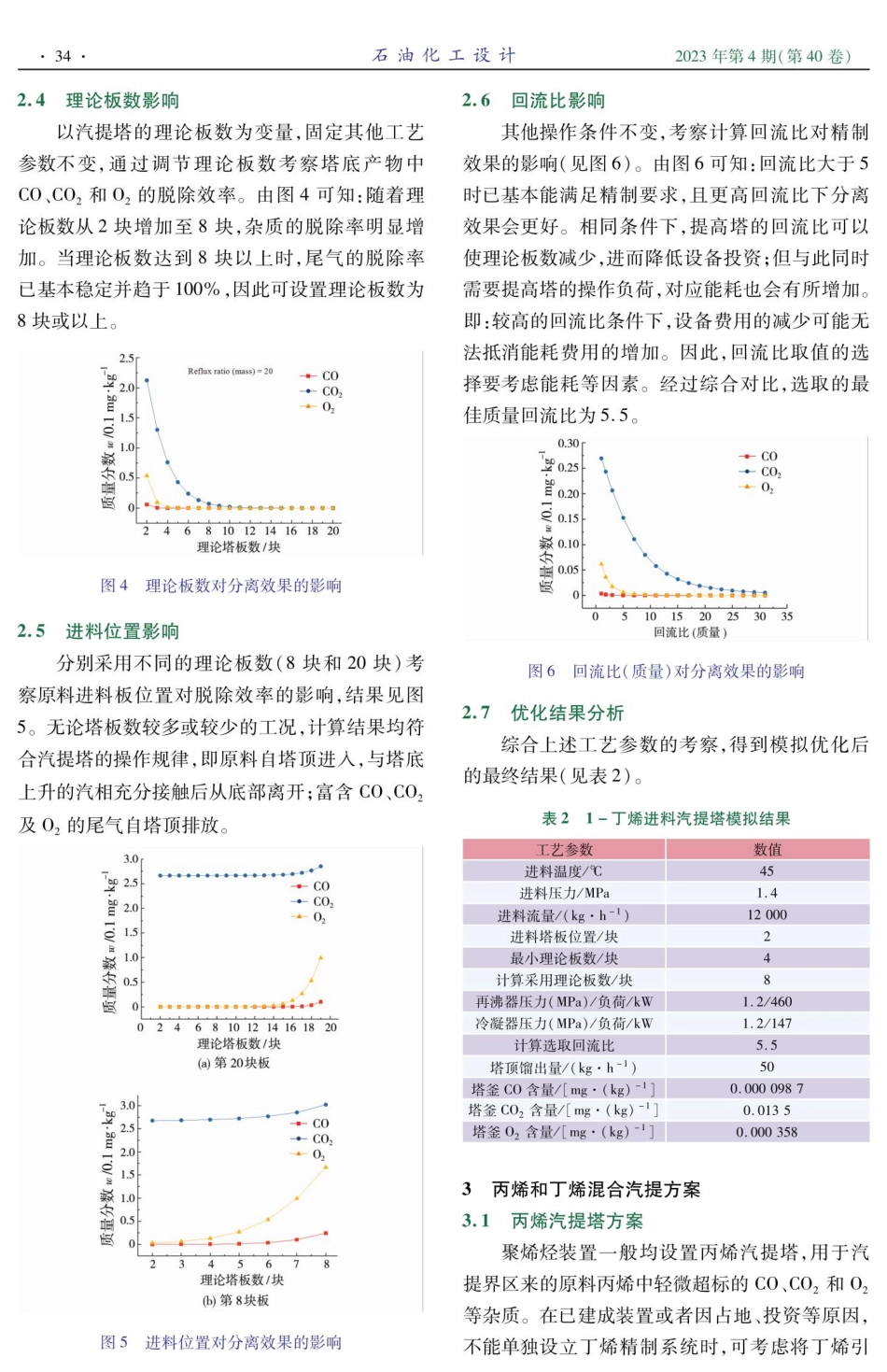
工艺优化石油化工设计PetrochemicalDesign2023,40(4)32~36聚烯烃装置原料丁烯精制方案优化黄锐(中国石化工程建设有限公司,北京100101)摘要:工业用丁烯中的H,0O、CO、02等杂质会使对聚烯烃装置的催化剂失活。因此在参与聚合反应前通过精制脱除原料丁烯中过量的H,O和CO、O,等组分至关重要。文章应用AspenPlus模拟了某聚烯烃装置丁烯精制单元,根据建立的汽提塔模型及模拟结果,对精制的工艺流程进行讨论,比较了脱除丁烯中CO、O,等杂质的两种方案,在建或拟建的项目可根据项目实际情况,酌情选择合适的精制方案。关键词:丁烯精制流程模拟方案优化doi:10.3969/j.issn.1005-8168.2023.04.008丁烯作为化工原料广泛用于各类化工装置,也是聚烯烃装置生产某些高档次特殊牌号产品的原料之一[1-2]。自化工装置产出或售出的丁烯(通常是工业用丁烯一等品不能满足聚烯烃工艺对丁烯原料的规格要求,特别是其中含有的水、CO、O,等杂质对聚烯烃装置的催化剂活性影响很大[3]。因此原料丁烯在参与聚合反应前,首先须脱除过量的水分和CO、O2等杂质。鉴于各种工业技术对其规格要求不同,本文选取以某聚烯烃工艺技术对丁烯规格的要求为例,着重介绍及讨论了丁烯中CO、0,等杂质脱除的几种流程特点与优势。在化工设计中,采用流程模拟软件Aspenplus可以快速有效地分析某个操作单元乃至整个流程,是设计新装置和分析现有装置性能、优化流程的有利工具[4]。本文应用Aspenplus软件,基于聚烯烃装置原料精制系统,建立了汽提塔的设计模型,对1一丁烯的精制过程进行了模拟计算。通过不同方案的比较,筛选出优化和适合不同场合的最佳方案。1工艺设计条件目前聚烯烃装置精制丁烯原料方案有3种:丁烯汽提流程、丙烯丁烯混合汽提流程以及吸附剂吸附流程。虽然吸附剂吸附流程操作相对简单,但吸附剂价格昂贵,其建设及运行成本较高,因此大部分丁烯精制装置均采用前两种投资较低的汽提流程。本文仅讨论丁烯中CO、O,及CO,的脱除的汽提精制流程,模拟丁烯单独进料及丙烯、丁烯混合进料两种方案,进行脱除效率的比较。1.1汽提塔模型采用精馏塔模型进行设计计算,该模型在汽提塔设计中的应用已非常广泛,即在每一块塔板上进行气液传质,以达到高度提纯的目的。每一块塔板上的两相分离的过程机制与平衡闪蒸模型类似,所以计算过程可以将整个塔系统看作多级平衡;经过每块塔板的逐级计算,得到精馏塔模型的最终结果[5]1.2Aspen-Plus物性方法与模块的选取Aspen-Plus热力学模型数据库系统...