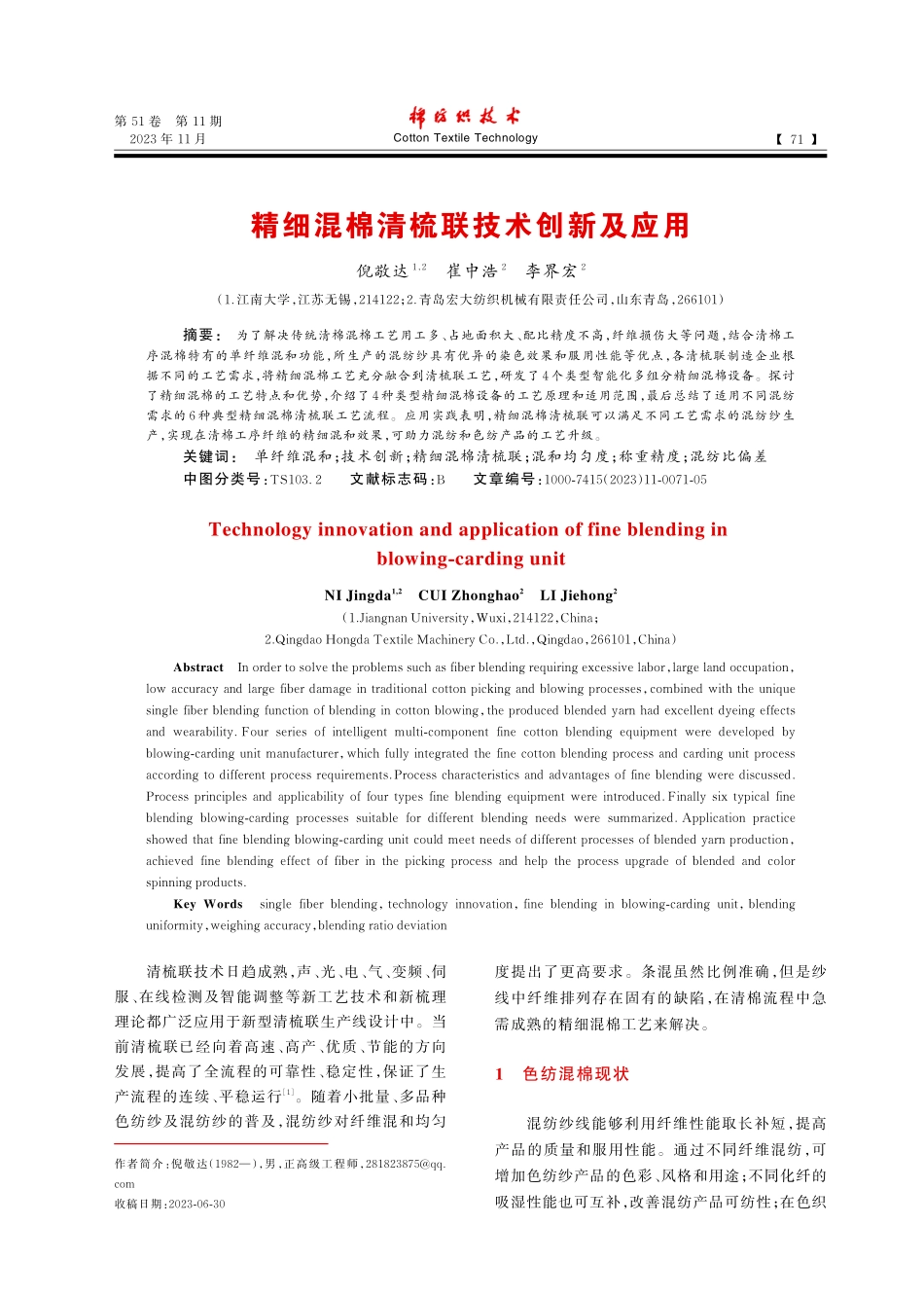
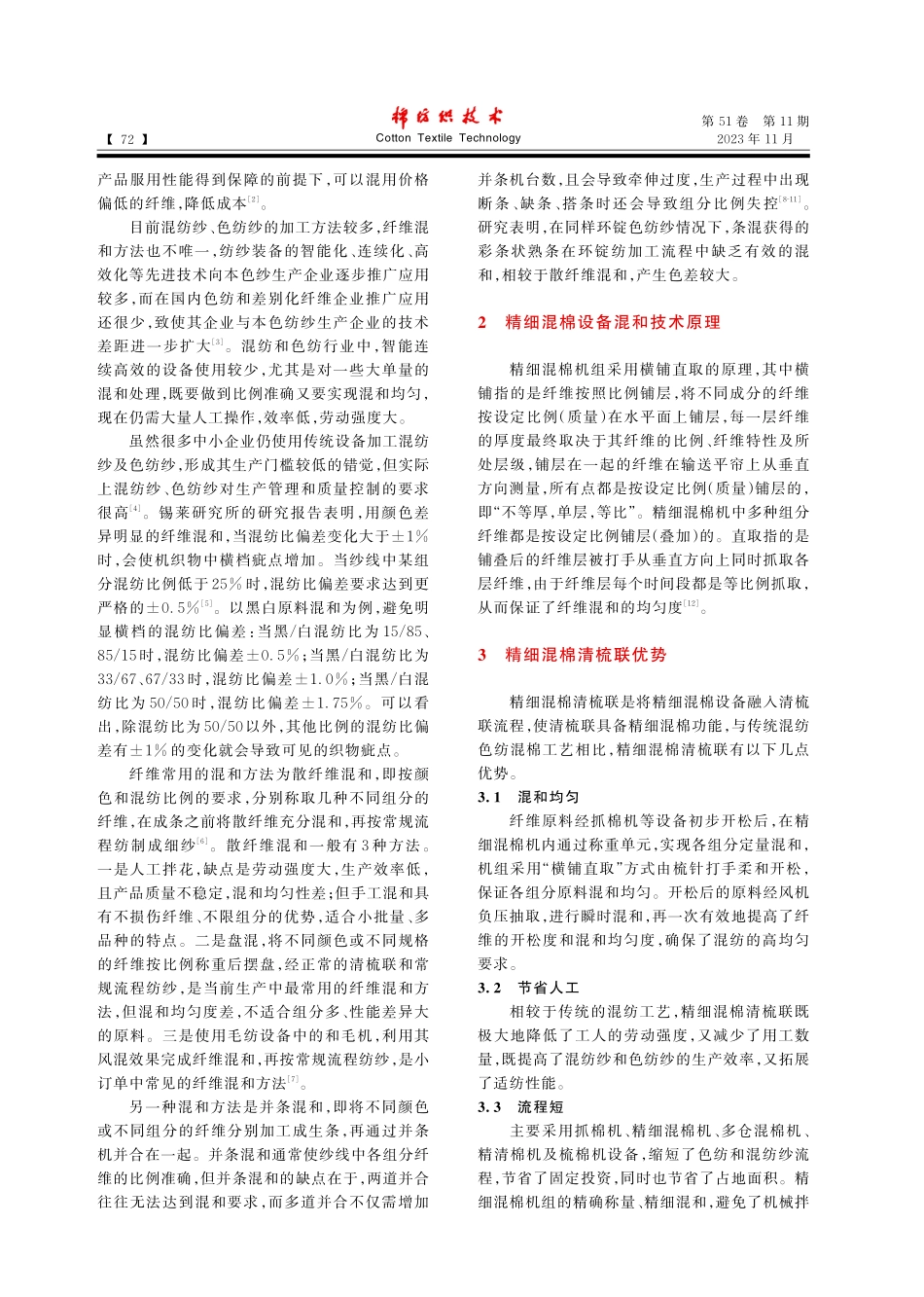
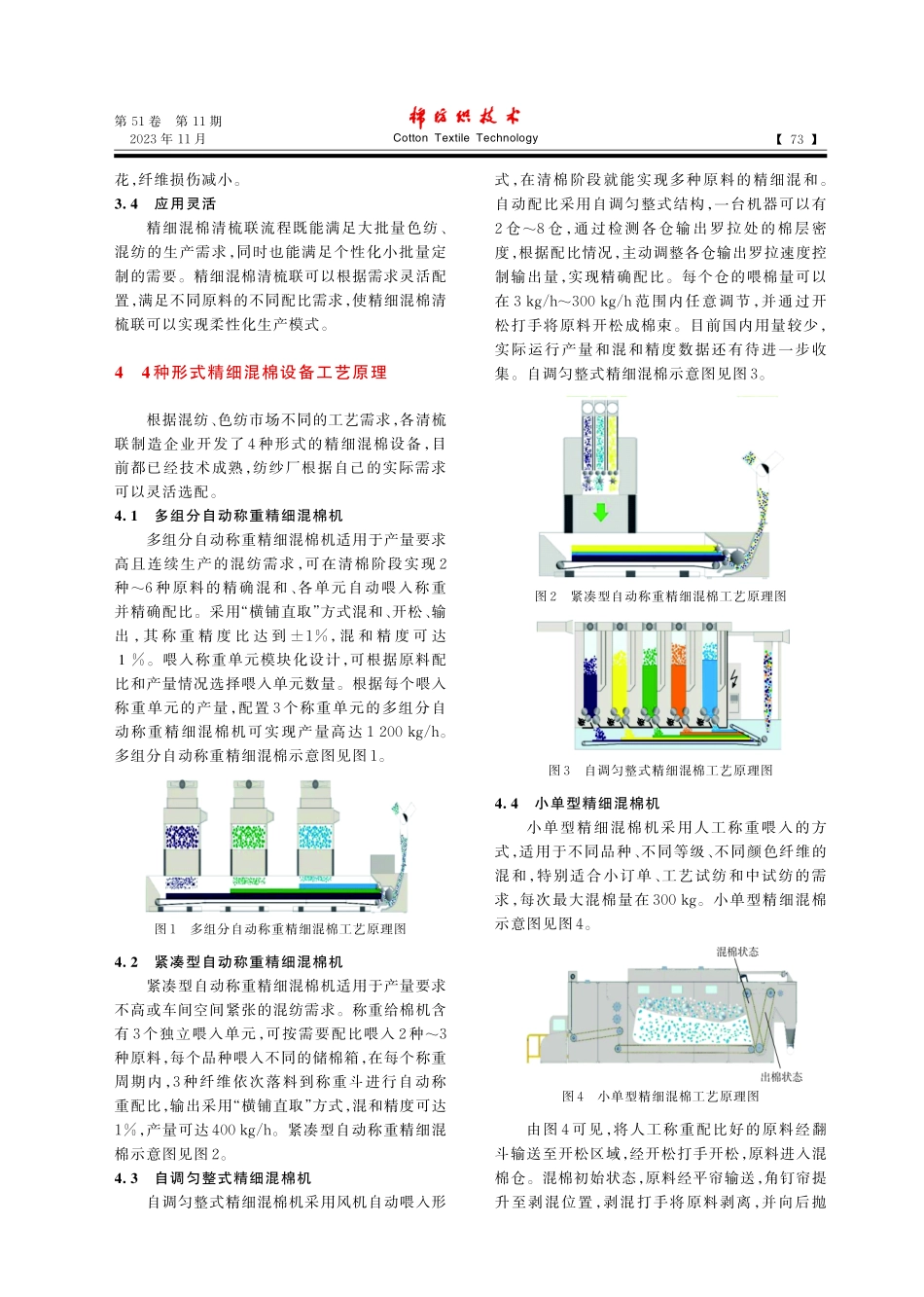
第51卷第11期2023年11月CottonTextileTechnology精细混棉清梳联技术创新及应用倪敬达1,2崔中浩2李界宏2(1.江南大学,江苏无锡,214122;2.青岛宏大纺织机械有限责任公司,山东青岛,266101)摘要:为了解决传统清棉混棉工艺用工多、占地面积大、配比精度不高,纤维损伤大等问题,结合清棉工序混棉特有的单纤维混和功能,所生产的混纺纱具有优异的染色效果和服用性能等优点,各清梳联制造企业根据不同的工艺需求,将精细混棉工艺充分融合到清梳联工艺,研发了4个类型智能化多组分精细混棉设备。探讨了精细混棉的工艺特点和优势,介绍了4种类型精细混棉设备的工艺原理和适用范围,最后总结了适用不同混纺需求的6种典型精细混棉清梳联工艺流程。应用实践表明,精细混棉清梳联可以满足不同工艺需求的混纺纱生产,实现在清棉工序纤维的精细混和效果,可助力混纺和色纺产品的工艺升级。关键词:单纤维混和;技术创新;精细混棉清梳联;混和均匀度;称重精度;混纺比偏差中图分类号:TS103.2文献标志码:B文章编号:1000-7415(2023)11-0071-05Technologyinnovationandapplicationoffineblendinginblowing-cardingunitNIJingda1,2CUIZhonghao2LIJiehong2(1.JiangnanUniversity,Wuxi,214122,China;2.QingdaoHongdaTextileMachineryCo.,Ltd.,Qingdao,266101,China)AbstractInordertosolvetheproblemssuchasfiberblendingrequiringexcessivelabor,largelandoccupation,lowaccuracyandlargefiberdamageintraditionalcottonpickingandblowingprocesses,combinedwiththeuniquesinglefiberblendingfunctionofblendingincottonblowing,theproducedblendedyarnhadexcellentdyeingeffectsandwearability.Fourseriesofintelligentmulti-componentfinecottonblendingequipmentweredevelopedbyblowing-cardingunitmanufacturer,whichfullyintegratedthefinecottonblendingprocessandcardingunitprocessaccordingtodifferentprocessrequirements.Processcharacteristicsandadvantagesoffineblendingwerediscussed.Processprinciplesandapplicabilityoffourtypesfineblendingequipmentwereintroduced.Finallysixtypicalfineblendingblowing-cardingprocessessuitablefordifferentblendingneedsweresummarized.Applicationpracticeshowedthatfineblendingblowing-cardingunitcouldmeetneedsofdifferentprocessesofblendedyarnproduction,achievedfineble...