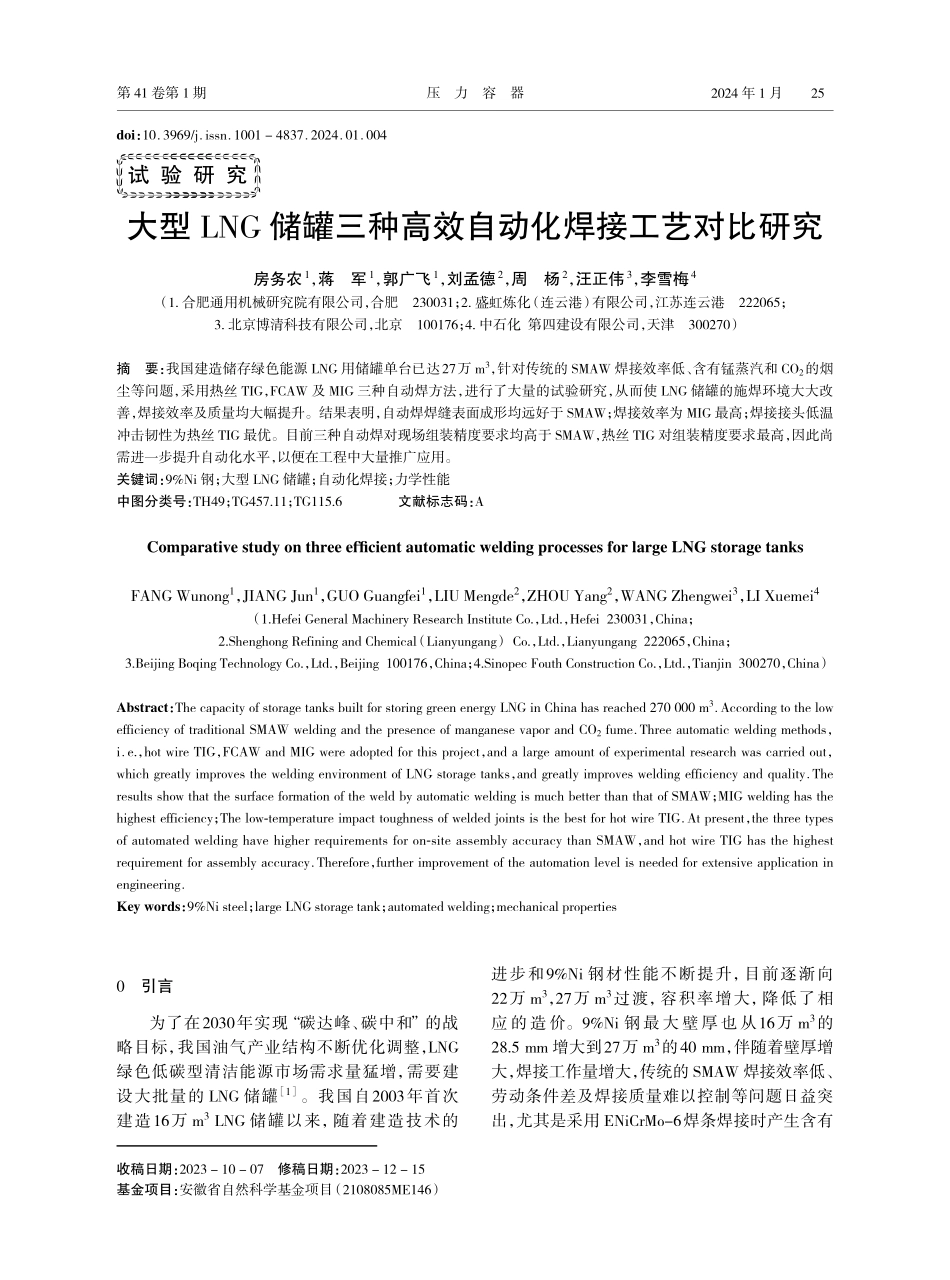
压力容器第41卷第1期2024年1月25收稿日期:2023-10-07修稿日期:2023-12-15基金项目:安徽省自然科学基金项目(2108085ME146)doi:10.3969/j.issn.1001-4837.2024.01.004试验研究大型LNG储罐三种高效自动化焊接工艺对比研究房务农1,蒋军1,郭广飞1,刘孟德2,周杨2,汪正伟3,李雪梅4(1.合肥通用机械研究院有限公司,合肥230031;2.盛虹炼化(连云港)有限公司,江苏连云港222065;3.北京博清科技有限公司,北京100176;4.中石化第四建设有限公司,天津300270)摘要:我国建造储存绿色能源LNG用储罐单台已达27万m3,针对传统的SMAW焊接效率低、含有锰蒸汽和CO2的烟尘等问题,采用热丝TIG,FCAW及MIG三种自动焊方法,进行了大量的试验研究,从而使LNG储罐的施焊环境大大改善,焊接效率及质量均大幅提升。结果表明,自动焊焊缝表面成形均远好于SMAW;焊接效率为MIG最高;焊接接头低温冲击韧性为热丝TIG最优。目前三种自动焊对现场组装精度要求均高于SMAW,热丝TIG对组装精度要求最高,因此尚需进一步提升自动化水平,以便在工程中大量推广应用。关键词:9%Ni钢;大型LNG储罐;自动化焊接;力学性能中图分类号:TH49;TG457.11;TG115.6文献标志码:AComparativestudyonthreeefficientautomaticweldingprocessesforlargeLNGstoragetanksFANGWunong1,JIANGJun1,GUOGuangfei1,LIUMengde2,ZHOUYang2,WANGZhengwei3,LIXuemei4(1.HefeiGeneralMachineryResearchInstituteCo.,Ltd.,Hefei230031,China;2.ShenghongRefiningandChemical(Lianyungang)Co.,Ltd.,Lianyungang222065,China;3.BeijingBoqingTechnologyCo.,Ltd.,Beijing100176,China;4.SinopecFouthConstructionCo.,Ltd.,Tianjin300270,China)Abstract:ThecapacityofstoragetanksbuiltforstoringgreenenergyLNGinChinahasreached270000m3.AccordingtothelowefficiencyoftraditionalSMAWweldingandthepresenceofmanganesevaporandCO2fume.Threeautomaticweldingmethods,i.e.,hotwireTIG,FCAWandMIGwereadoptedforthisproject,andalargeamountofexperimentalresearchwascarriedout,whichgreatlyimprovestheweldingenvironmentofLNGstoragetanks,andgreatlyimprovesweldingefficiencyandquality.TheresultsshowthatthesurfaceformationoftheweldbyautomaticweldingismuchbetterthanthatofSMAW;MIGweldinghasthehighestefficiency;Thelow-temperatureimpa...