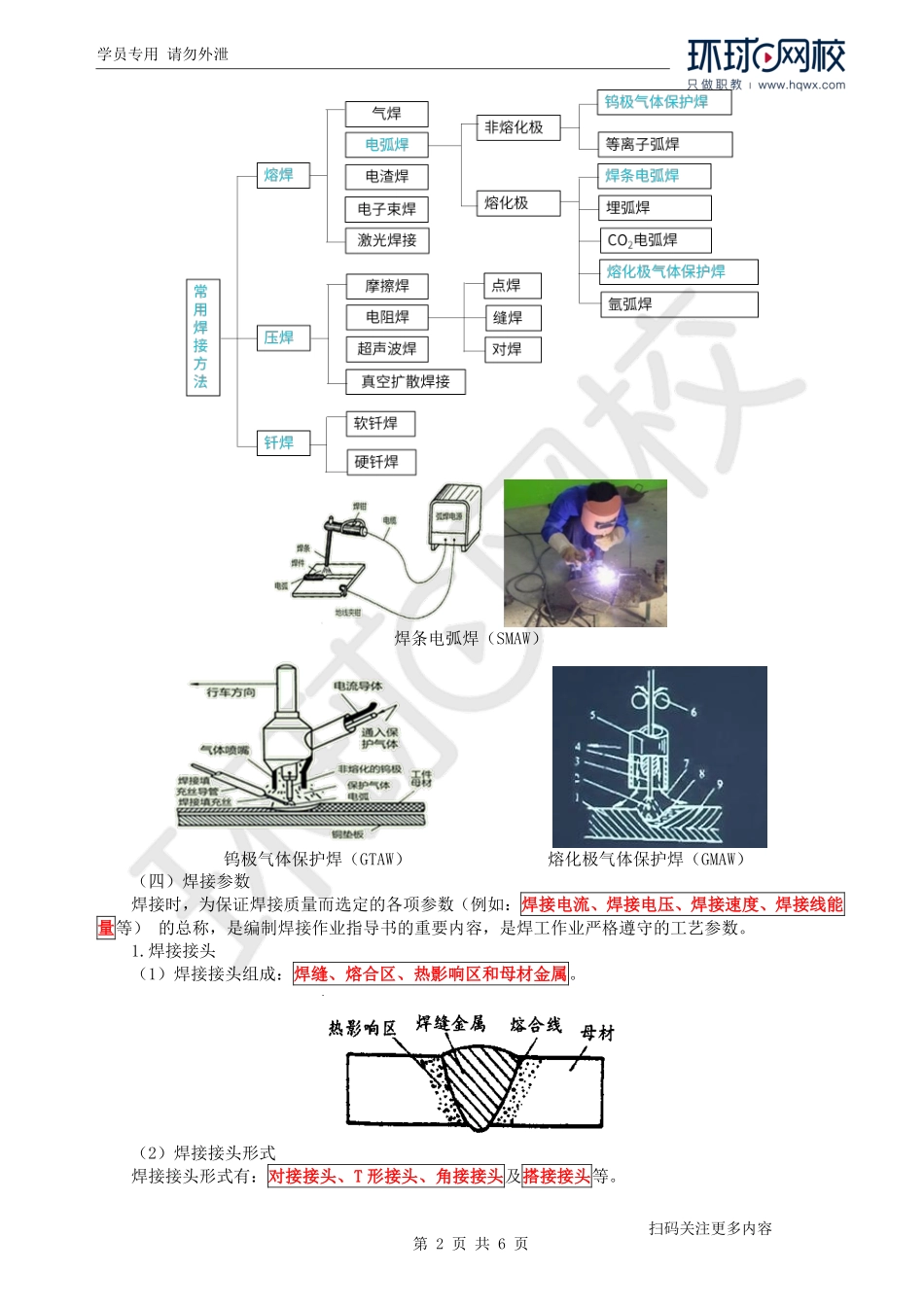
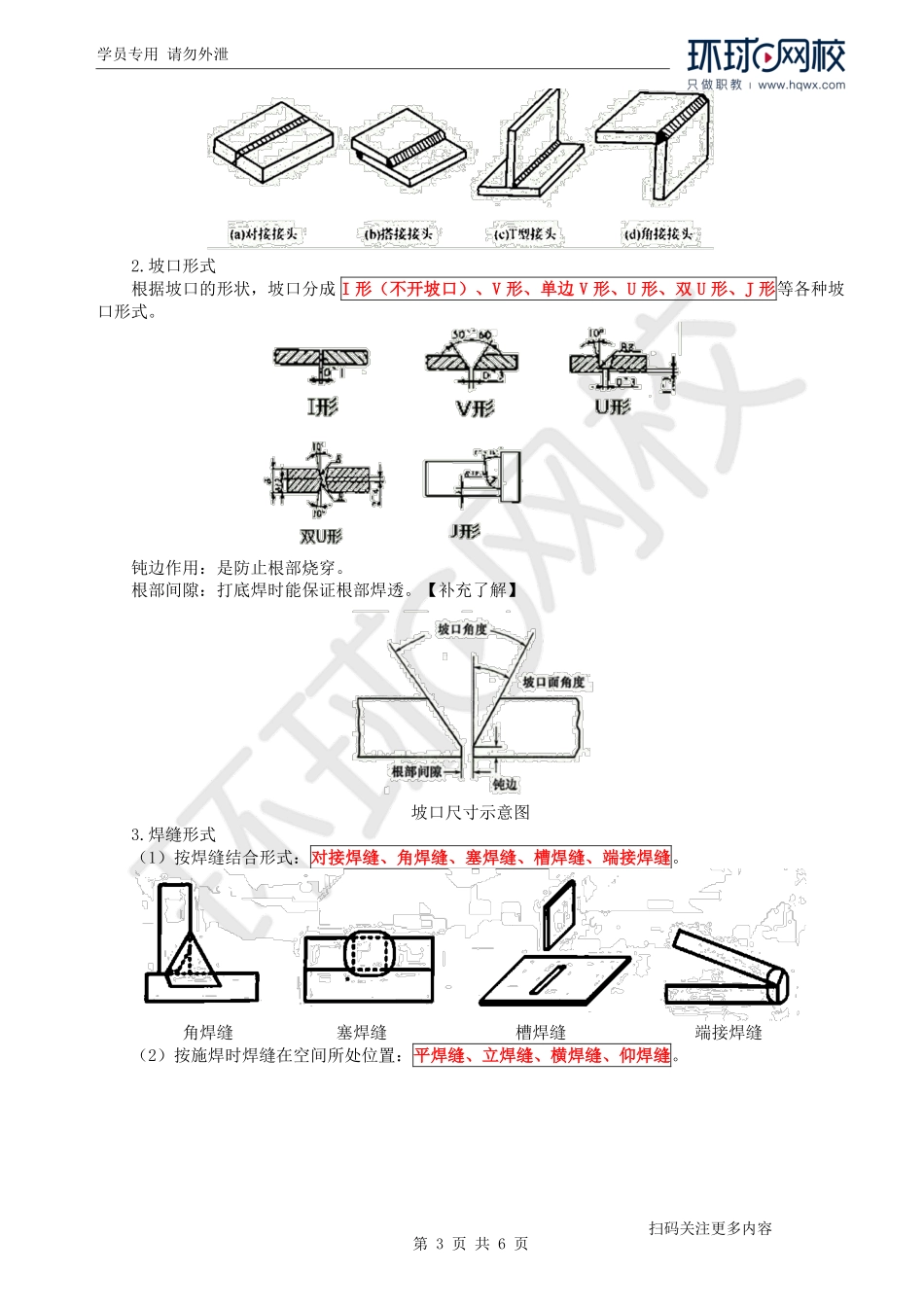
学员专用请勿外泄第1页共6页扫码关注更多内容环球网校二级建造师《机电工程管理与实务》知识点精讲【知识点回顾】【问题】流动式起重机基本参数有哪些?【问题】专项施工方案谁来审核,谁来审查?2H312000机电工程专业技术(约9分)2H312010机电工程测量技术(约1分)2H312020机电工程起重技术(约5分)2H312030机电工程焊接技术(约3分)2H312030机电工程焊接技术【约3分,案例选择】2H312031焊接工艺的选择与评定2H312032焊接质量的检测2H312031焊接工艺的选择与评定【知识点】焊接工艺的选择焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求。(一)焊接准备1.焊接性分析(1)钢结构钢结构工程焊接难度:A级(易)、B级(一般)、C级(较难)、D级(难)影响因素:板厚、钢材分类、受力状态、钢材碳当量。(2)非合金钢(3)铝及铝合金氧化铝妨碍焊接过程的正常进行;易产生未熔合、未焊透缺陷;容易在焊接中造成夹渣;会促使焊缝生成气孔。2.焊接操作人员(焊工)从事下列焊缝焊接工作的焊工,应当持有《特种设备安全管理和作业人员证》。承压类设备机电类设备设备的受压元件的焊缝与受压元件相焊的焊缝受压元件母材表面堆焊主要受力结构件焊缝主要受力件相焊焊缝熔入前两项焊缝内的定位焊缝3.焊接工艺评定焊接工艺评定报告(PQR)和焊接工艺指导书(WPS)控制,包括焊接工艺评定报告、相关检验检测报告、工艺评定施焊记录以及焊接工艺评定试样的保存等;焊接工艺评定的项目覆盖特种设备焊接所需要的焊接工艺。(三)焊接方法学员专用请勿外泄第2页共6页扫码关注更多内容焊条电弧焊(SMAW)钨极气体保护焊(GTAW)熔化极气体保护焊(GMAW)(四)焊接参数焊接时,为保证焊接质量而选定的各项参数(例如:焊接电流、焊接电压、焊接速度、焊接线能量等)的总称,是编制焊接作业指导书的重要内容,是焊工作业严格遵守的工艺参数。1.焊接接头(1)焊接接头组成:焊缝、熔合区、热影响区和母材金属。(2)焊接接头形式焊接接头形式有:对接接头、T形接头、角接接头及搭接接头等。学员专用请勿外泄第3页共6页扫码关注更多内容2.坡口形式根据坡口的形状,坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J形等各种坡口形式。钝边作用:是防止根部烧穿。根部间隙:打底焊时能保证根部焊透。【补充了解】坡口尺寸示意图3.焊缝形式(1)按焊缝结合形式:对接焊缝、角焊缝、塞焊缝、槽焊...