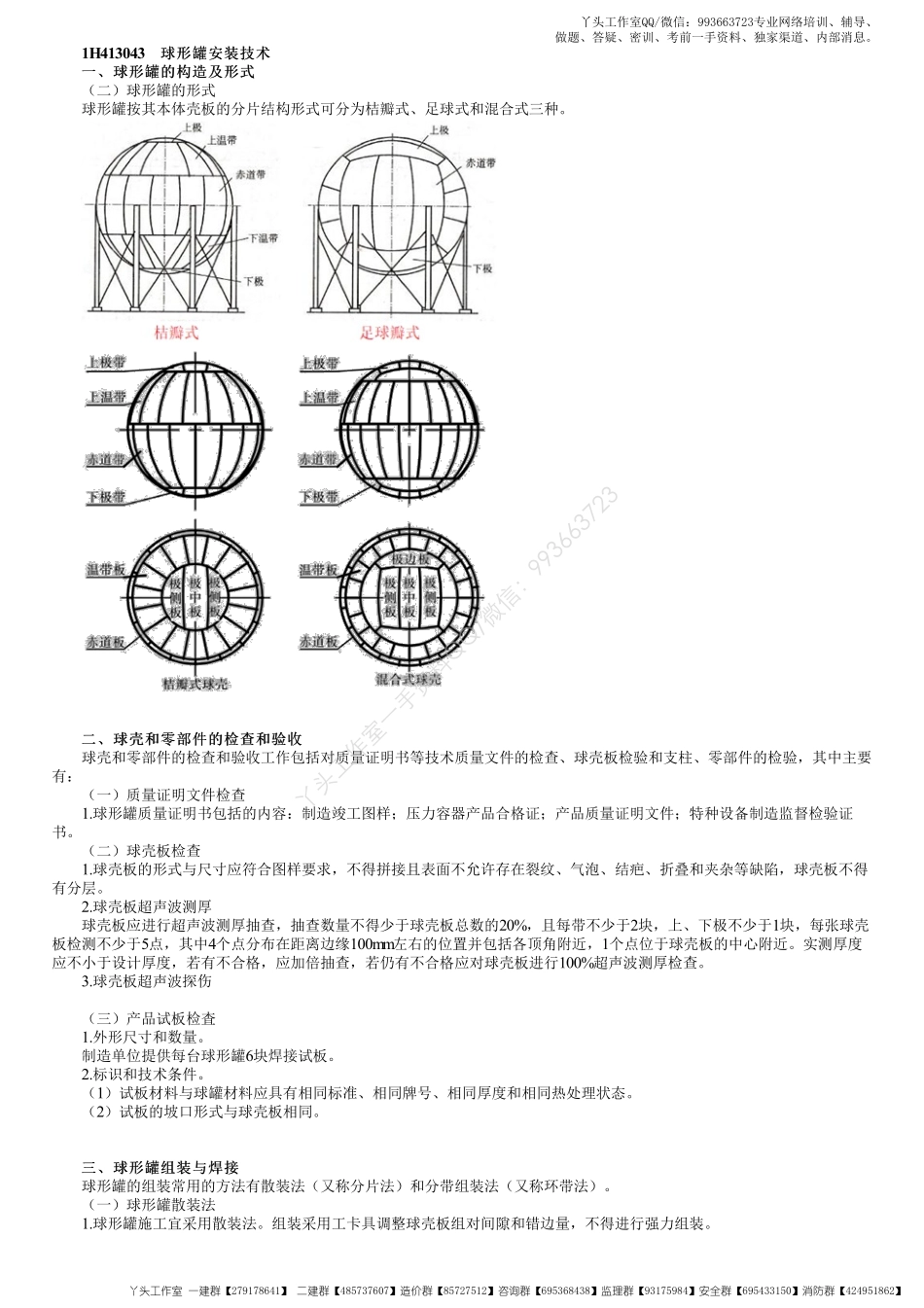
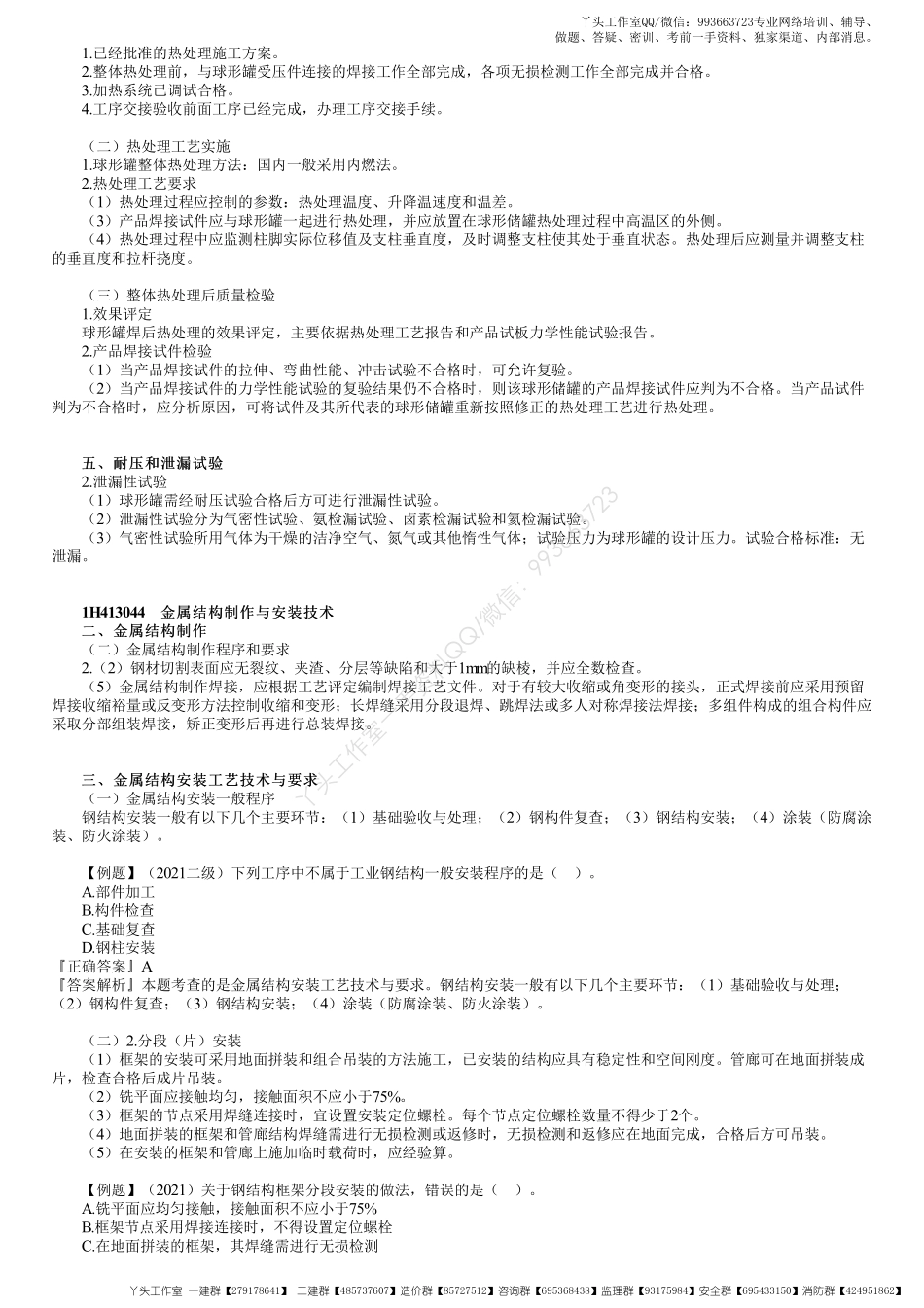
1H413043球形罐安装技术球形罐安装技术一、球形罐的构造及形式一、球形罐的构造及形式(二)球形罐的形式球形罐按其本体壳板的分片结构形式可分为桔瓣式、足球式和混合式三种。二、球壳和零部件的检查和验收二、球壳和零部件的检查和验收球壳和零部件的检查和验收工作包括对质量证明书等技术质量文件的检查、球壳板检验和支柱、零部件的检验,其中主要有:(一)质量证明文件检查1.球形罐质量证明书包括的内容:制造竣工图样;压力容器产品合格证;产品质量证明文件;特种设备制造监督检验证书。(二)球壳板检查1.球壳板的形式与尺寸应符合图样要求,不得拼接且表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,球壳板不得有分层。2.球壳板超声波测厚球壳板应进行超声波测厚抽查,抽查数量不得少于球壳板总数的20%,且每带不少于2块,上、下极不少于1块,每张球壳板检测不少于5点,其中4个点分布在距离边缘100mm左右的位置并包括各顶角附近,1个点位于球壳板的中心附近。实测厚度应不小于设计厚度,若有不合格,应加倍抽查,若仍有不合格应对球壳板进行100%超声波测厚检查。3.球壳板超声波探伤(三)产品试板检査1.外形尺寸和数量。制造单位提供每台球形罐6块焊接试板。2.标识和技术条件。(1)试板材料与球罐材料应具有相同标准、相同牌号、相同厚度和相同热处理状态。(2)试板的坡口形式与球壳板相同。三、球形罐组装与焊接三、球形罐组装与焊接球形罐的组装常用的方法有散装法(又称分片法)和分带组装法(又称环带法)。(一)球形罐散装法1.球形罐施工宜采用散装法。组装采用工卡具调整球壳板组对间隙和错边量,不得进行强力组装。丫头工作室一手资料QQ/微信:993663723丫头工作室QQ/微信:993663723专业网络培训、辅导、做题、答疑、密训、考前一手资料、独家渠道、内部消息。丫头工作室一建群【279178641】二建群【485737607】造价群【85727512】咨询群【695368438】监理群【93175984】安全群【695433150】消防群【424951862】(三)球形罐焊接1.一般原则(2)应使用经过评定合格的焊接工艺规程或根据焊接工艺评定报告编制的焊接作业指导书。(3)每台球形储罐应按施焊位置做横焊、立焊和平焊加仰焊位置的产品焊接试件各一块。2.焊接顺序(1)焊接程序原则:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡口深度小的一侧。(2)焊条电弧焊时,焊工应对称分布、同步焊接,在同等时间内超前或滞后的长度不宜大于...