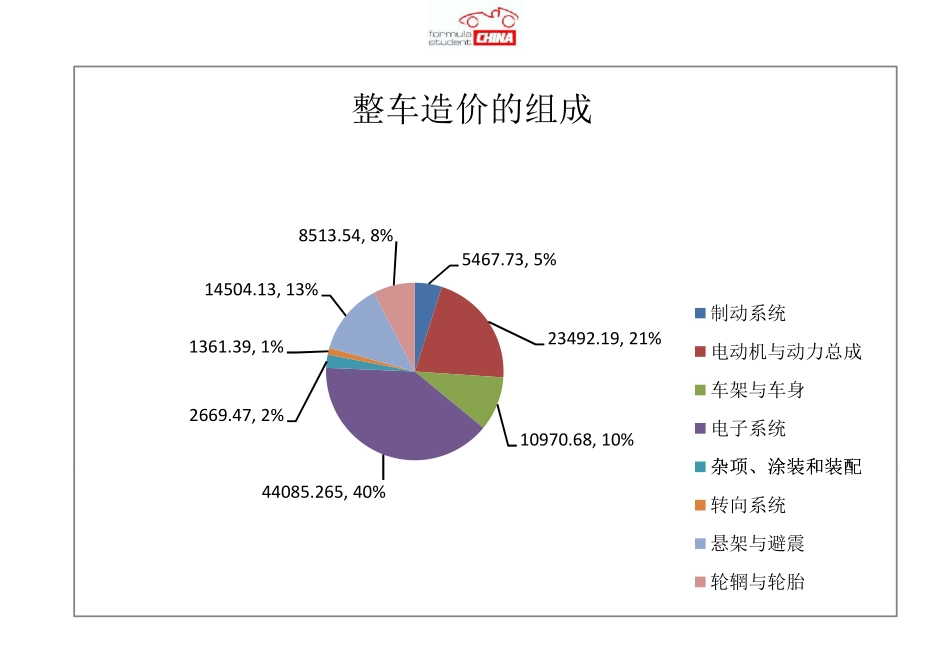
学校:系统造�材料工序紧固�工具总成本制动系统4,951.71¥507.45¥4.97¥2.10¥5,467.73¥电动机与动力总成1,658.35¥2,849.07¥31.89¥6.66¥23,492.19¥车架与车身4,644.87¥5,460.38¥33.92¥40.72¥10,970.68¥电子系统5,549.50¥1,794.72¥30.55¥3.33¥44,085.27¥杂项、涂装和装配1,427.29¥1,158.96¥78.49¥4.73¥2,669.47¥转向系统273.52¥1,067.42¥12.75¥7.70¥1,361.39¥悬架与避震6,833.67¥6,081.76¥21.70¥38.28¥14,504.13¥轮辋与轮胎6,224.70¥2,288.68¥0.16¥-¥8,513.54¥总成本一览大连民�学院Car#E14整车造�21,208.44214.43¥103.52¥111,064.40¥5467.73,5%23492.19,21%10970.68,10%2669.47,2%1361.39,1%14504.13,13%8513.54,8%整车造价的组成制动系统电动机与动力总成车架与车身电子系统杂项、涂装和装配44085.265,40%杂项、涂装和装配转向系统悬架与避震轮辋与轮胎6目录一.简介...........................................................1�一�总述..........................................................2(二�生产概述����厂布局二.成本明细第一章制动系统......................................................151.1零部件清单表1.2自制加�零部件1.2.1制动盘........................................181.2.1.1制动盘........................................191.2.1.2浮动扣1.2.3制动系统管路1.2.3.1�通接头连接座............................................................................................3............................................................................................8.................................................................................16.................................................................................18......................................................................................20.................................................................................21.....................................................................2271.2.4制动主缸......................................231.2.4.1油杯支架连接座..............................241.2.5比例阀.........................................251.2.5.1比例阀连接座................................261.2....