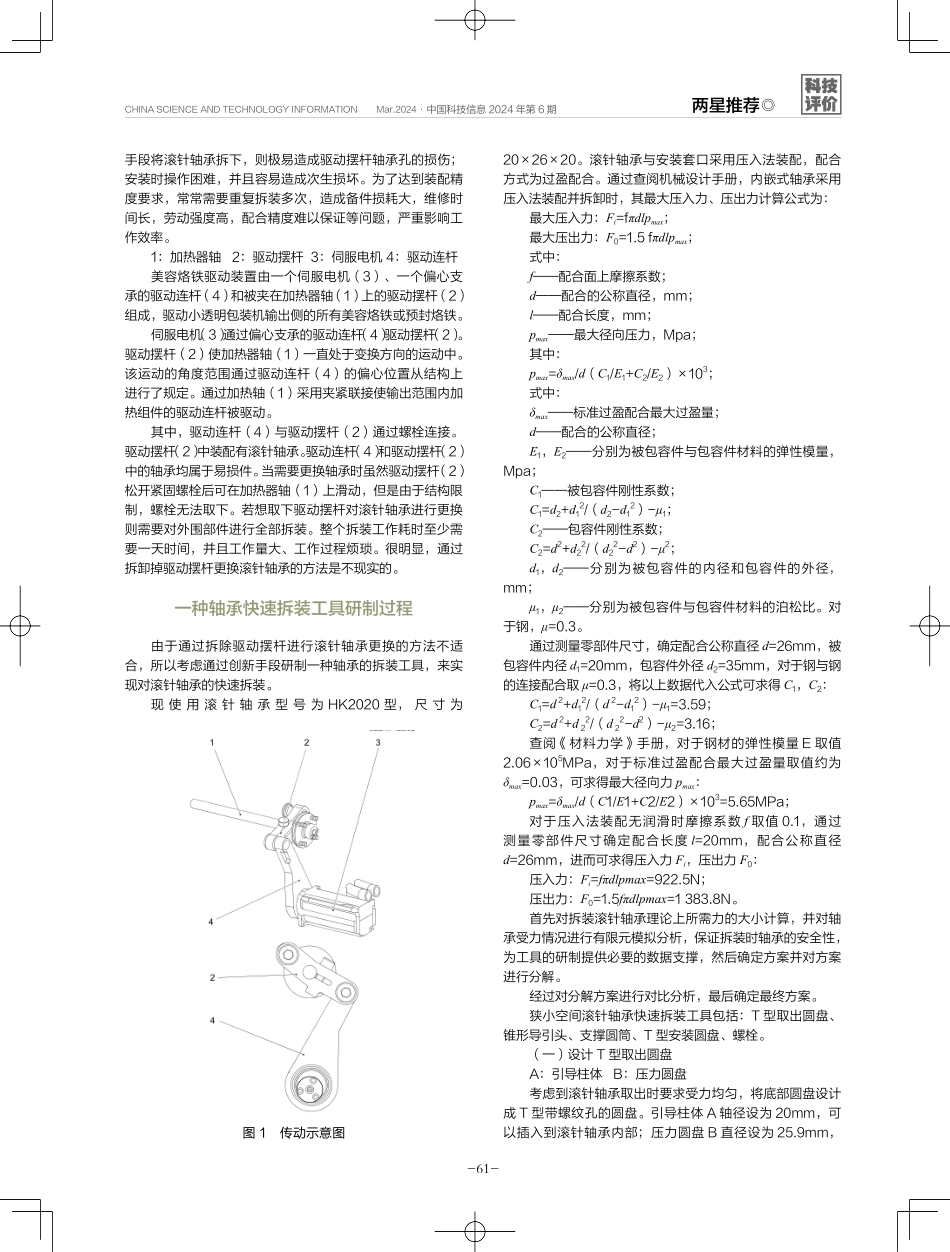
中国科技信息2024年第6期�CHINASCIENCEANDTECHNOLOGYINFORMATIONMar.2024-60-◎两星推荐当今社会,科技迅速发展,各种新型设备层出不穷,设计理念也越来越先进,设备结构也越来越复杂。先进的设备在提高工作效率的同时,也给设备的维修工作带来了挑战。对于一些高、精、尖设备,其结构设计巧妙、复杂,需要进行维修时,常因为空间狭小等制约因素造成维修困难。创新驱动发展。烟草行业同样高度重视创新对行业发展的驱动作用。目前行业内通过对故障的科学分析、对设备结构的精心研究、创新性的自行设计科学实用的维修工具,来提高工作效率已经成为解决烟草设备问题的一个主流思路。本文研制了一种狭小空间内滚针轴承的快速拆装工具,为行业解决此类问题提供参考。背景FX-2型硬盒包装机组由德国FOCKE公司设计制造,是国内主流包装机型之一。此机型创新采用双通道设计理念,运转平稳、整机故障率低,产品质量较稳定,操作灵活、简便,运行效率高。但在实际维修工作中,因其超前的设计理念,部分核心部件或周边部件需要维修时,需要拆卸周边所有的零部件,工作量巨大。如果不拆解设备,则维修困难。例如753小盒透明纸包装机美容烙铁驱动连杆滚针轴承的更换就是一个非常显著的例子。在生产过程中我们发现经过一段时间的运行,753盒装透明纸包装机有时会出现提升器挤烟的故障,并且美容烙铁的行程明显不对,设备运行伴有异响、频报美容烙铁驱动电机故障。此问题发生的主要原因是美容烙铁的驱动电机轴承故障,或是753美容烙铁驱动连杆滚针轴承磨损造成。当滚针轴承损坏时,由于磨损后的驱动连杆滚针轴承与驱动轴的配合精度降低,经一系列连杆传动后,顶部美容烙铁行程改变,发生窜动,动作不到位,影响设备运行。当电机输出轴轴承损坏时,需要对电机输出轴的轴承进行更换。如果是驱动电机故障,则需要对驱动电机进行更换并同步更换驱动连杆的滚针轴承。存在问题每次对此部位进行维修工作时,由于驱动连杆配合的传动轴贯穿整个包装机内部,其连带零部件极多,无法将驱动摆杆拆下对滚针轴承进行更换,只能在有限的狭小空间内利用锤头等常规工具对滚针轴承进行拆装;如果采用一些特殊行业曲线开放度创新度生态度互交度持续度可替代度影响力可实现度行业关联度真实度李龙王彬刘明春山东中烟工业有限责任公司青岛卷烟厂卷包车间李龙(1987—),山东青岛,郑州大学机械工程及自动化专业,本科,包装机械维修工。在烟草包装专业领域内工作多年,主要从事超高速包...