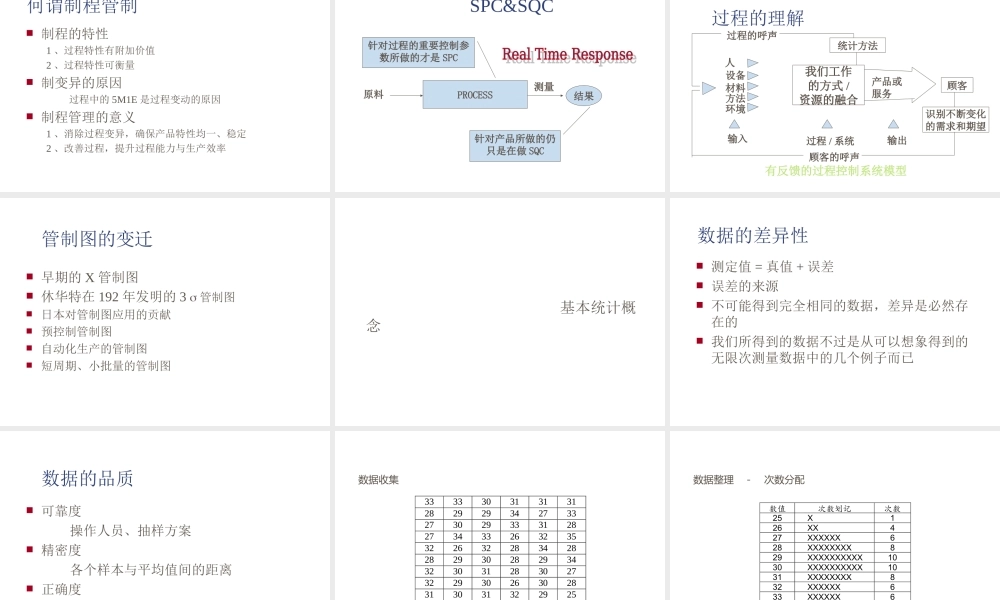
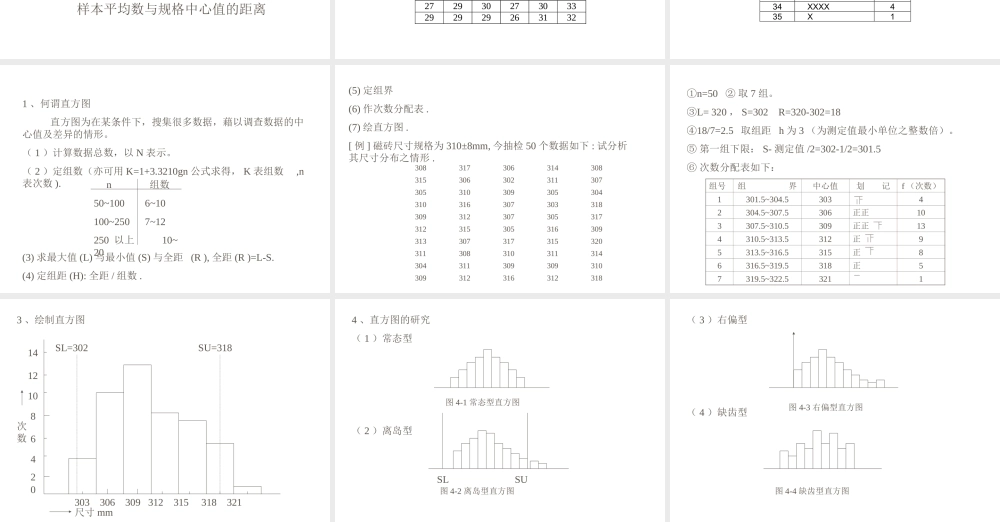
既来之,则安之……请将手机关闭或设置为无声状态统计过程控制SPC课程目的了解过程变异的概念学会以正确的方法收集数据学会制作管制图学会用管制图发现过程的变异学会计算过程的能力指数学会推定制程的不良率01234确定范围012345计划和定义产品设计和开发过程设计和开发产品和过程确认反馈、评定和纠正措施5DFMEAPFMEAMSASPCPPAPAPQP五大技术手册的关系:管制图的作法与演进有关品质保证的问题商品或服务顾客需求完全满意企业繁荣特性规格顾客的期望一致制程管理品质机能展开制程品质保证的三个阶段新产品导入时的策划1、过程稳定性研究2、过程符合性研究标准品日常管理活用统计手法,发现制程变异,维持制程稳定改善与革新1、改善作业方法提高生产效率2、提升制程能力、降低生产成本何谓制程管制制程的特性1、过程特性有附加价值2、过程特性可衡量制变异的原因过程中的5M1E是过程变动的原因制程管理的意义1、消除过程变异,确保产品特性均一、稳定2、改善过程,提升过程能力与生产效率SPC&SQCPROCESS原料测量结果针对产品所做的仍只是在做SQC针对过程的重要控制参数所做的才是SPC有反馈的过程控制系统模型过程的呼声统计方法我们工作的方式/资源的融合产品或服务顾客识别不断变化的需求和期望顾客的呼声输入输出过程/系统人设备材料方法环境过程的理解管制图的变迁早期的X管制图休华特在192年发明的3管制图日本对管制图应用的贡献预控制管制图自动化生产的管制图短周期、小批量的管制图基本统计概念数据的差异性测定值=真值+误差误差的来源不可能得到完全相同的数据,差异是必然存在的我们所得到的数据不过是从可以想象得到的无限次测量数据中的几个例子而已数据的品质可靠度操作人员、抽样方案精密度各个样本与平均值间的距离正确度样本平均数与规格中心值的距离数据收集333330313131282929342733273029333128273433263235322632283428282930282934323031283027322930263028313031322925272930273033292929263132数据整理-次数分配数值次数划记次数25X126XX427XXXXXX628XXXXXXXX829XXXXXXXXXX1030XXXXXXXXXX1031XXXXXXXX832XXXXXX633XXXXXX634XXXX435X11、何谓直方图直方图为在某条件下,搜集很多数据,藉以调查数据的中心值及差异的情形。(1)计算数据总数,以N表示。(2)定组数(亦可用K=1+3.3210gn公式求得,K表组数,n表次数).(3)求最大值(L)与最小值(S)与全距(R),全距(R)=L-S.(4)定...