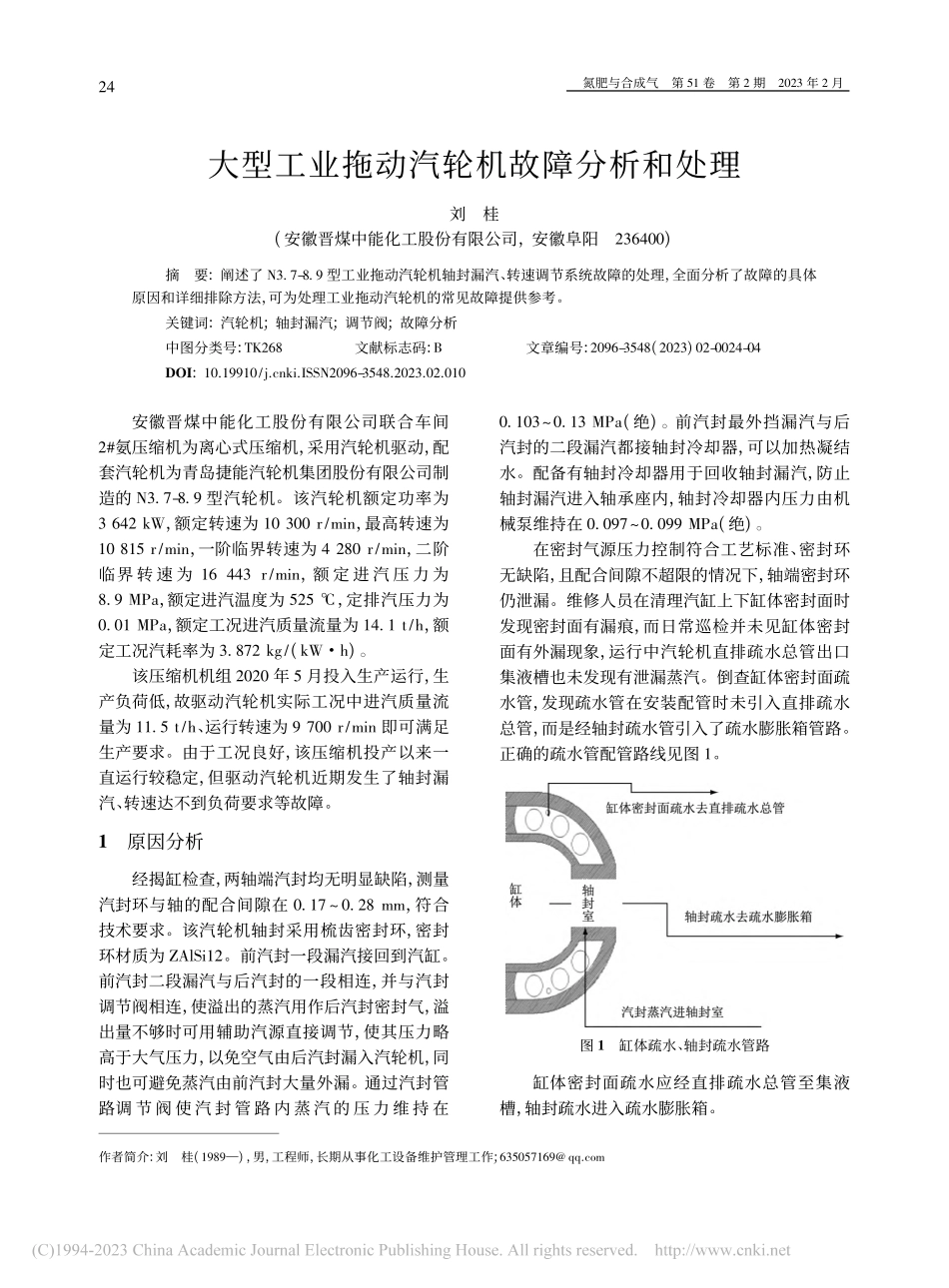
氮肥与合成气第51卷第2期2023年2月作者简介:刘桂(1989—),男,工程师,长期从事化工设备维护管理工作;635057169@qq.com大型工业拖动汽轮机故障分析和处理刘桂(安徽晋煤中能化工股份有限公司,安徽阜阳236400)摘要:阐述了N3.7-8.9型工业拖动汽轮机轴封漏汽、转速调节系统故障的处理,全面分析了故障的具体原因和详细排除方法,可为处理工业拖动汽轮机的常见故障提供参考。关键词:汽轮机;轴封漏汽;调节阀;故障分析中图分类号:TK268文献标志码:B文章编号:2096-3548(2023)02-0024-04DOI:10.19910/j.cnki.ISSN2096-3548.2023.02.010安徽晋煤中能化工股份有限公司联合车间2#氨压缩机为离心式压缩机,采用汽轮机驱动,配套汽轮机为青岛捷能汽轮机集团股份有限公司制造的N3.7-8.9型汽轮机。该汽轮机额定功率为3642kW,额定转速为10300r/min,最高转速为10815r/min,一阶临界转速为4280r/min,二阶临界转速为16443r/min,额定进汽压力为8.9MPa,额定进汽温度为525℃,定排汽压力为0.01MPa,额定工况进汽质量流量为14.1t/h,额定工况汽耗率为3.872kg/(kW·h)。该压缩机机组2020年5月投入生产运行,生产负荷低,故驱动汽轮机实际工况中进汽质量流量为11.5t/h、运行转速为9700r/min即可满足生产要求。由于工况良好,该压缩机投产以来一直运行较稳定,但驱动汽轮机近期发生了轴封漏汽、转速达不到负荷要求等故障。1原因分析经揭缸检查,两轴端汽封均无明显缺陷,测量汽封环与轴的配合间隙在0.17~0.28mm,符合技术要求。该汽轮机轴封采用梳齿密封环,密封环材质为ZAlSi12。前汽封一段漏汽接回到汽缸。前汽封二段漏汽与后汽封的一段相连,并与汽封调节阀相连,使溢出的蒸汽用作后汽封密封气,溢出量不够时可用辅助汽源直接调节,使其压力略高于大气压力,以免空气由后汽封漏入汽轮机,同时也可避免蒸汽由前汽封大量外漏。通过汽封管路调节阀使汽封管路内蒸汽的压力维持在0.103~0.13MPa(绝)。前汽封最外挡漏汽与后汽封的二段漏汽都接轴封冷却器,可以加热凝结水。配备有轴封冷却器用于回收轴封漏汽,防止轴封漏汽进入轴承座内,轴封冷却器内压力由机械泵维持在0.097~0.099MPa(绝)。在密封气源压力控制符合工艺标准、密封环无缺陷,且配合间隙不超限的情况下,轴端密封环仍泄漏。维修人员在清理汽缸上下缸体密封面时发现密封面有漏痕,而日常巡检并未见缸体密封面有外漏现象,运行中汽轮机直排疏水总管出口集液槽也未发现有泄漏蒸汽。倒查缸体密封面疏水...