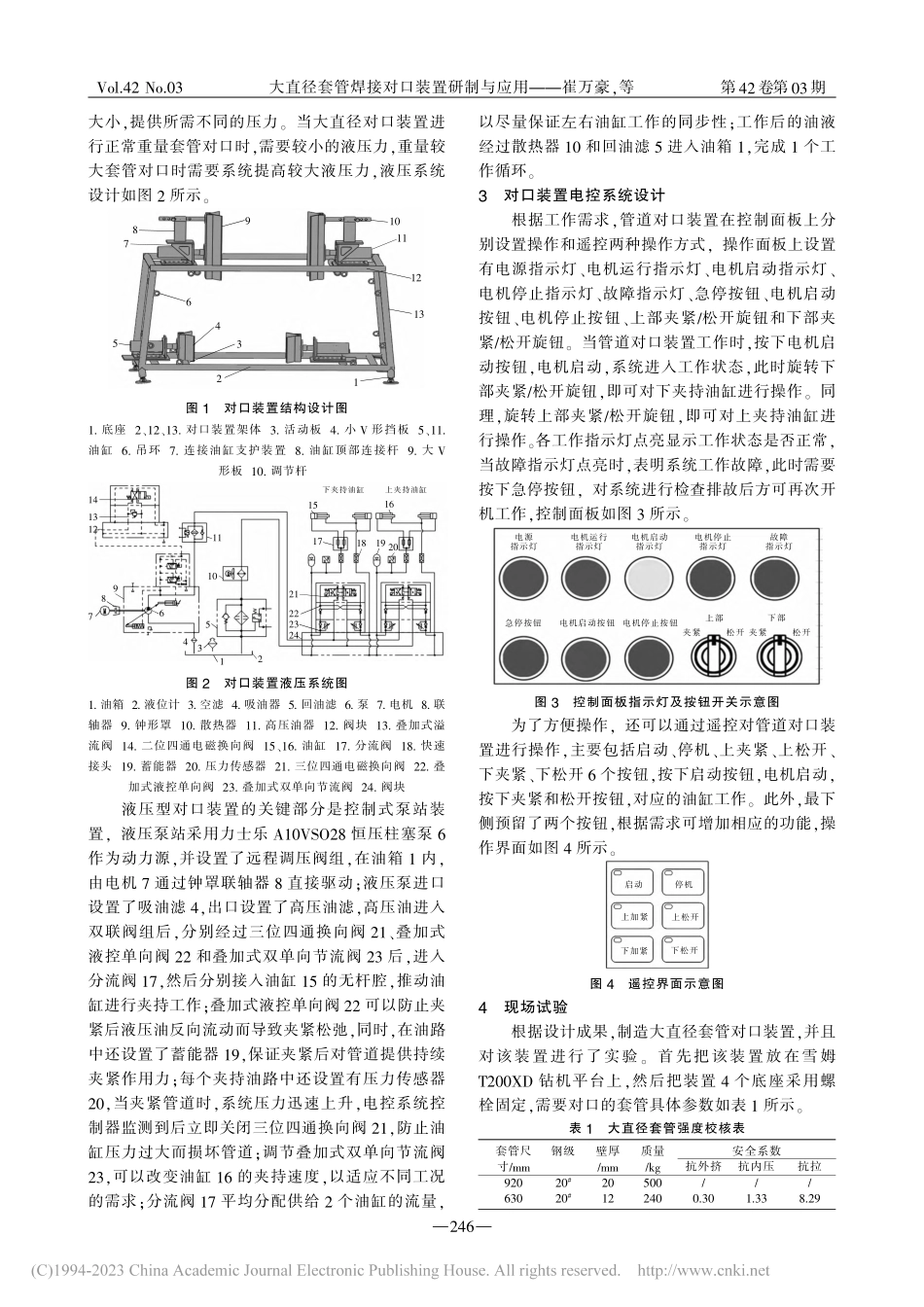
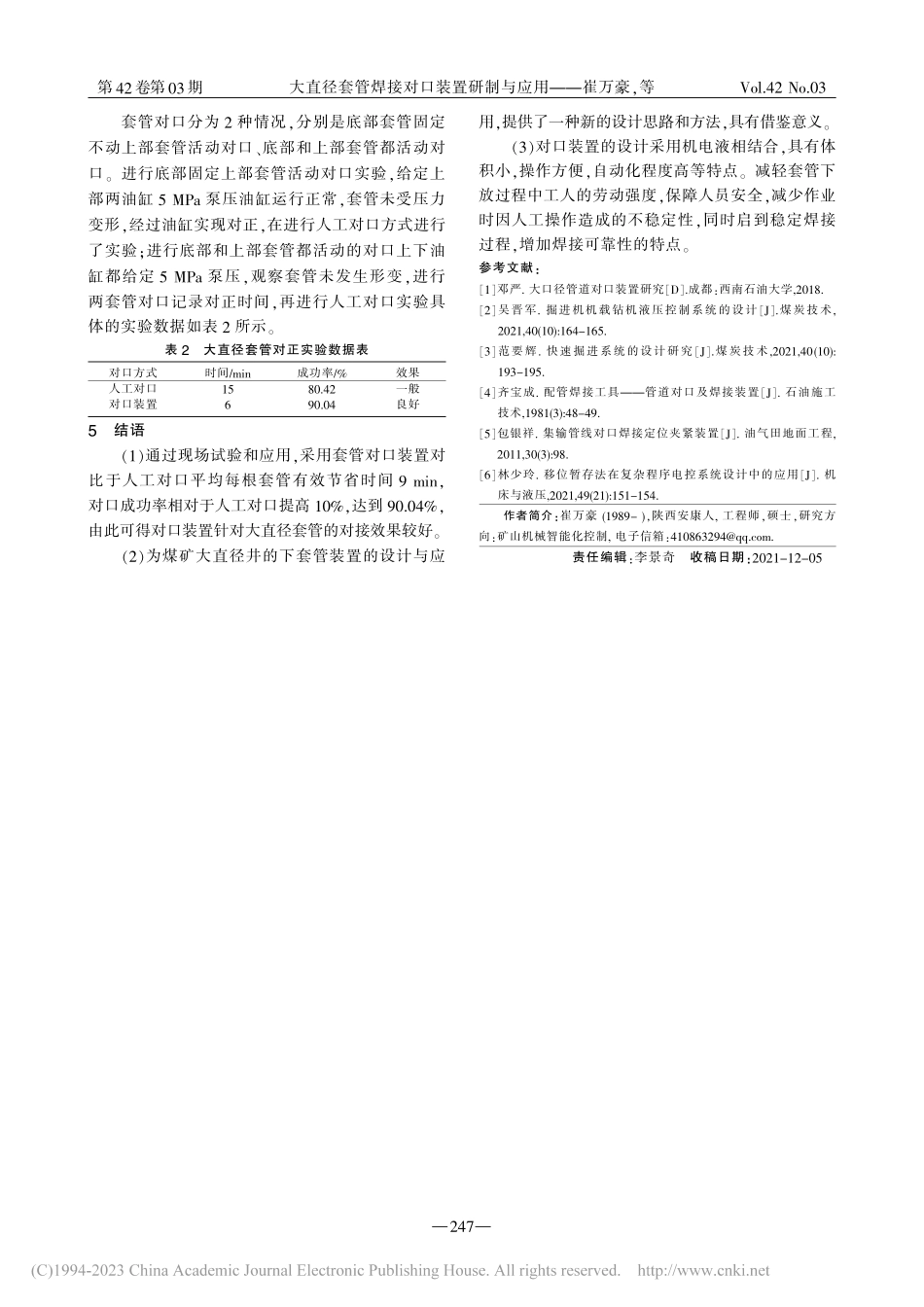
第42卷第03期2023年03月煤炭技术CoalTechnologyVol.42No.03Mar.2023doi:10.13301/j.cnki.ct.2023.03.0490前言大直径钻井的成井工艺中,需要较大的套管下放,下套管作为钻井工程中一项常规作业,是指把大直径管子(套管)按照设计下放到裸眼井的预定深度的作业,是防止孔壁坍塌和冲洗液漏失等孔内事故的可靠而有效的措施。大直径套管的对接工艺采用电焊的方式,焊前套管对接通常需要人工对口,套管直径大,自重较高,靠人力对口危险系数高,很容易发生磕碰,其次需要大量人力操作造成施工成本的增加。为此提出了大直径套管对口装置,能有效的减少施工难度,降低人工成本,缩短施工周期,保障施工安全。1大直径套管对口装置结构设计及工作原理结合现场大直径套管焊接对口所遇到的困难,借助SolidWorks设计软件,对口装置各零部件进行结构设计。大直径套管对口装置由支撑架体(承载模块)、油缸运行(动作执行模块)、4个油缸控制系统(控制模块)、对口装置力的分布及平衡(处理模块)4个部分构成。首先通过4个底座1固定在钻机钻台面上,防止装置滑动和倾倒,长方体架体分别由(2、12、13)部分组成,在架体上布置了4个油缸(5、11),油缸分别固定在活动板3上,根据对口管体直径大小也可调节活动板3的位置来实现对口,由于底部套管固定需要调节位置很小,所以与油缸活塞杆连接V形板4相对较小这样操作方便。为克服上部大直径套管对接摆动大的问题,在油缸11上加载夹持器10,上层框架上的夹持工具起到扶正作用,采用2点支撑的方式,液压油缸连接垂直的连杆,连杆两端安装120°夹具,夹具之间间隔1m,利用2点成直线的原理,启到扶正效果。每套夹具均装有导向杆,导向杆水平与框架,使夹具自身重量和工件给予的重量,不会直接作用在液压缸上,既能有效辅助油缸活塞杆对接平稳性,又能对油缸活塞杆起保护作用,油缸活塞杆连接大V形板9,通过2个大V形板的辅助,能有效地保证大直径套管对口的准确性和平稳型性。架体上设计了吊环6方便装置的吊装和搬运。对口装置结构设计图如图1所示。2大直径套管对口装置液压系统工作原理大直径套管对口装置其多级调压系统主要由油箱1、吸油器4、液压泵6、叠加式溢流阀13、二位四通电磁换向阀14、三位四通电磁换向阀21、与叠加式溢流阀13构成;其能够根据不同套管重量和直径大直径套管焊接对口装置研制与应用*崔万豪,徐堪社,刘修刚(中煤科工西安研究院(集团)有限公司,西安710077)摘要:针对目前大直径套管采用人工...