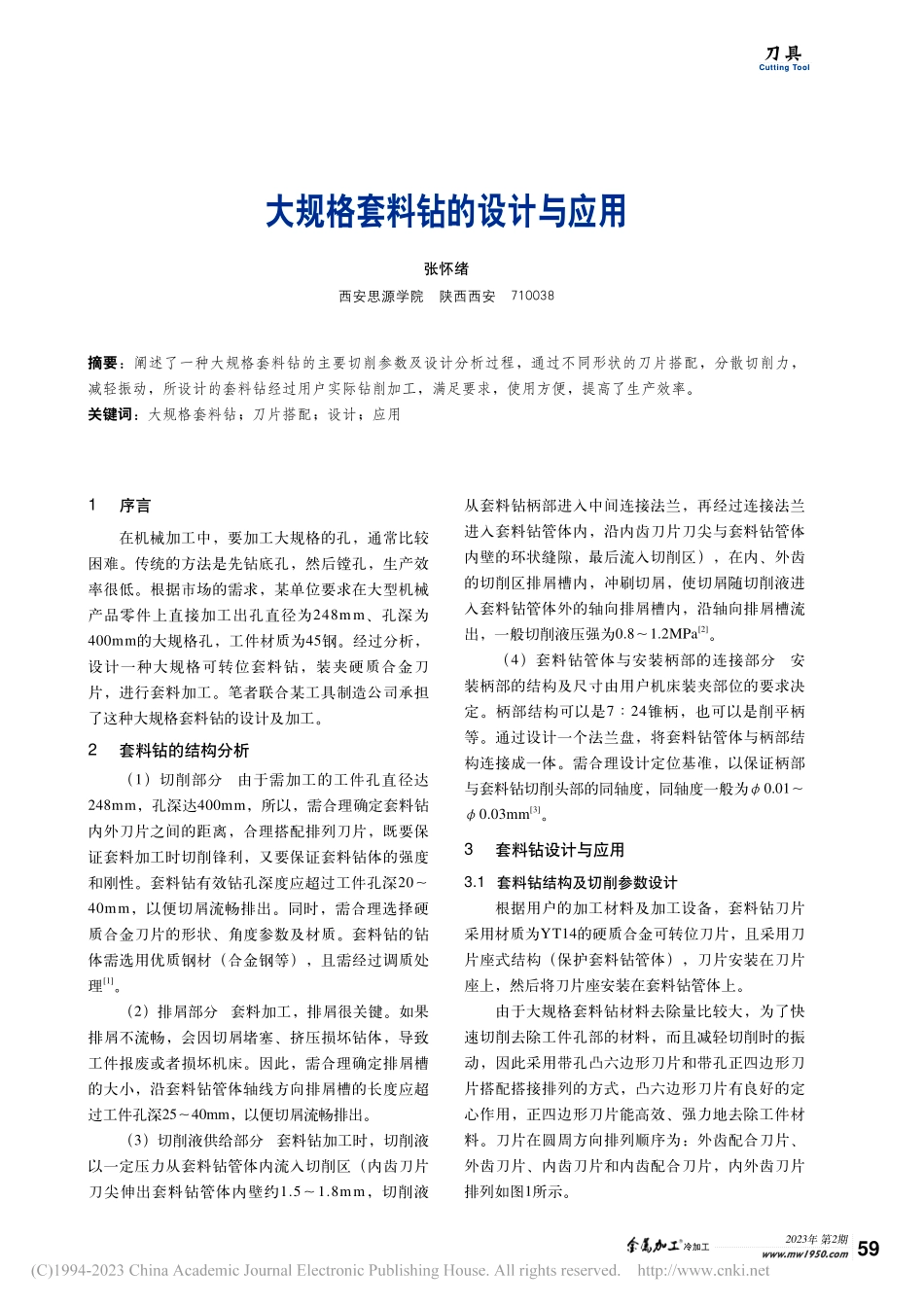
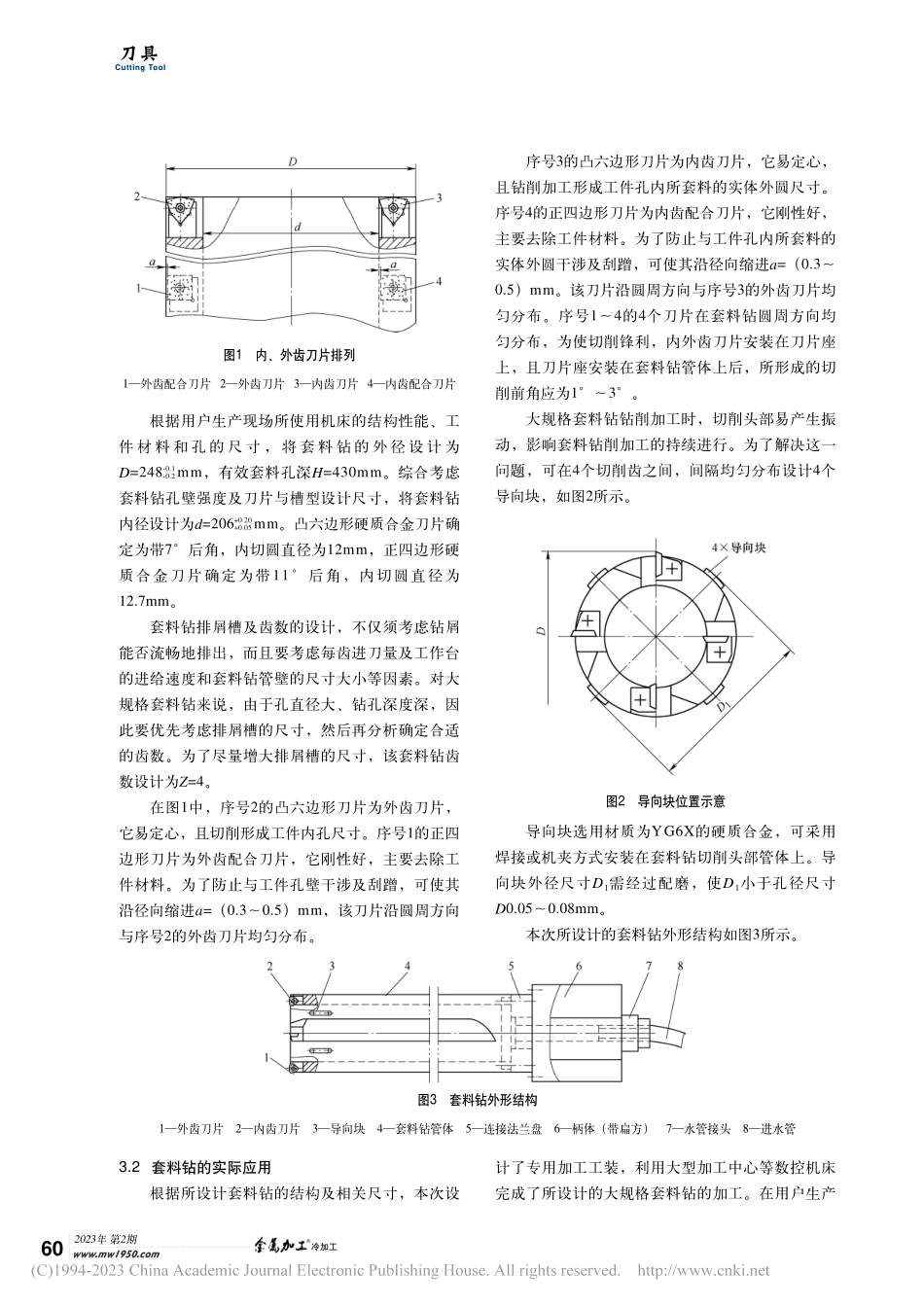
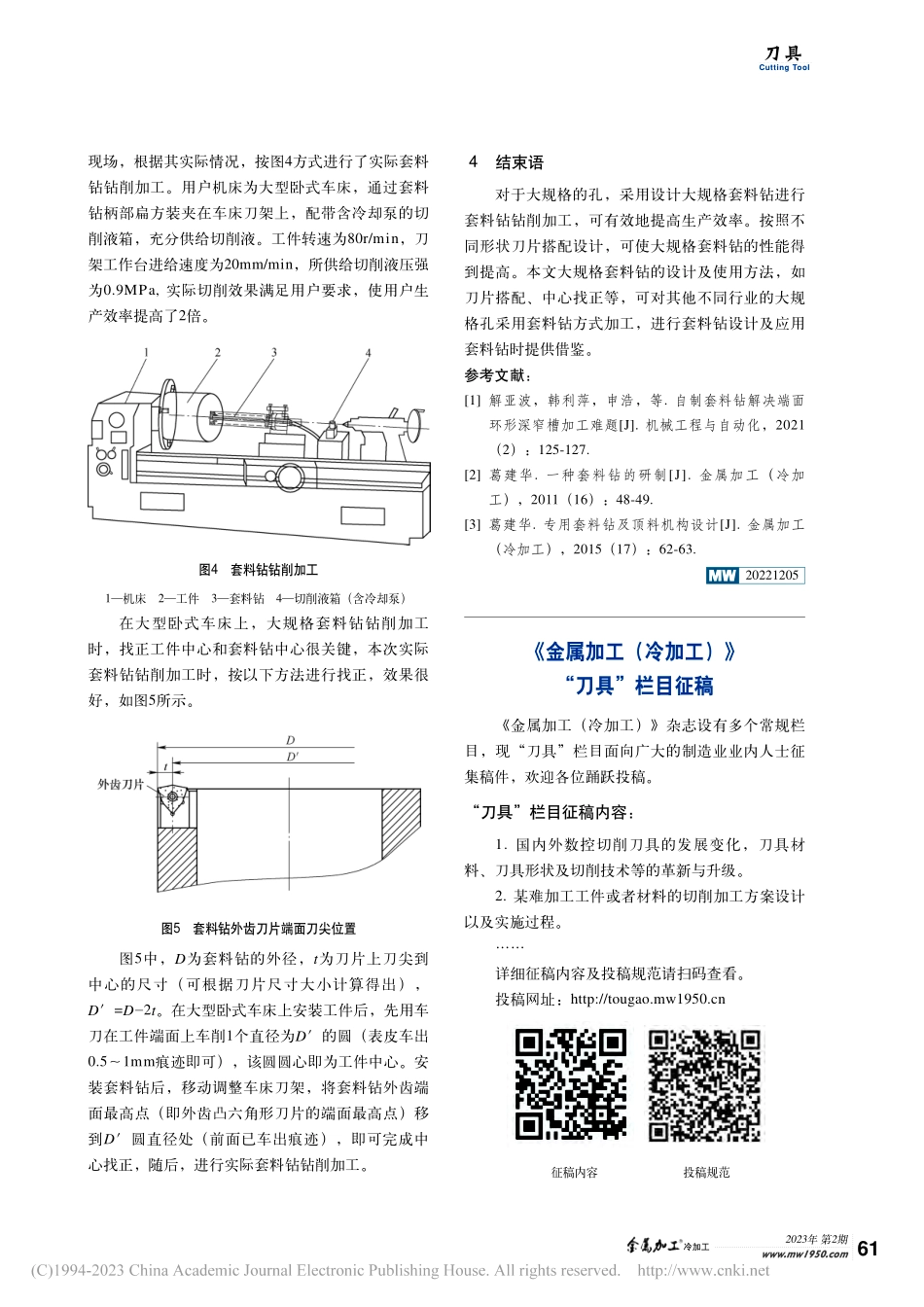
2023年第2期冷加工www.mw1950.com59刀具CuttingTool大规格套料钻的设计与应用张怀绪西安思源学院陕西西安710038摘要:阐述了一种大规格套料钻的主要切削参数及设计分析过程,通过不同形状的刀片搭配,分散切削力,减轻振动,所设计的套料钻经过用户实际钻削加工,满足要求,使用方便,提高了生产效率。关键词:大规格套料钻;刀片搭配;设计;应用1序言在机械加工中,要加工大规格的孔,通常比较困难。传统的方法是先钻底孔,然后镗孔,生产效率很低。根据市场的需求,某单位要求在大型机械产品零件上直接加工出孔直径为248mm、孔深为400mm的大规格孔,工件材质为45钢。经过分析,设计一种大规格可转位套料钻,装夹硬质合金刀片,进行套料加工。笔者联合某工具制造公司承担了这种大规格套料钻的设计及加工。2套料钻的结构分析(1)切削部分由于需加工的工件孔直径达248mm,孔深达400mm,所以,需合理确定套料钻内外刀片之间的距离,合理搭配排列刀片,既要保证套料加工时切削锋利,又要保证套料钻体的强度和刚性。套料钻有效钻孔深度应超过工件孔深20~40mm,以便切屑流畅排出。同时,需合理选择硬质合金刀片的形状、角度参数及材质。套料钻的钻体需选用优质钢材(合金钢等),且需经过调质处理[1]。(2)排屑部分套料加工,排屑很关键。如果排屑不流畅,会因切屑堵塞、挤压损坏钻体,导致工件报废或者损坏机床。因此,需合理确定排屑槽的大小,沿套料钻管体轴线方向排屑槽的长度应超过工件孔深25~40mm,以便切屑流畅排出。(3)切削液供给部分套料钻加工时,切削液以一定压力从套料钻管体内流入切削区(内齿刀片刀尖伸出套料钻管体内壁约1.5~1.8mm,切削液从套料钻柄部进入中间连接法兰,再经过连接法兰进入套料钻管体内,沿内齿刀片刀尖与套料钻管体内壁的环状缝隙,最后流入切削区),在内、外齿的切削区排屑槽内,冲刷切屑,使切屑随切削液进入套料钻管体外的轴向排屑槽内,沿轴向排屑槽流出,一般切削液压强为0.8~1.2MPa[2]。(4)套料钻管体与安装柄部的连接部分安装柄部的结构及尺寸由用户机床装夹部位的要求决定。柄部结构可以是7∶24锥柄,也可以是削平柄等。通过设计一个法兰盘,将套料钻管体与柄部结构连接成一体。需合理设计定位基准,以保证柄部与套料钻切削头部的同轴度,同轴度一般为φ0.01~φ0.03mm[3]。3套料钻设计与应用3.1套料钻结构及切削参数设计根据用户的加工材料及加工设备,套料钻刀片采用材质为YT14的硬质合金可转位...