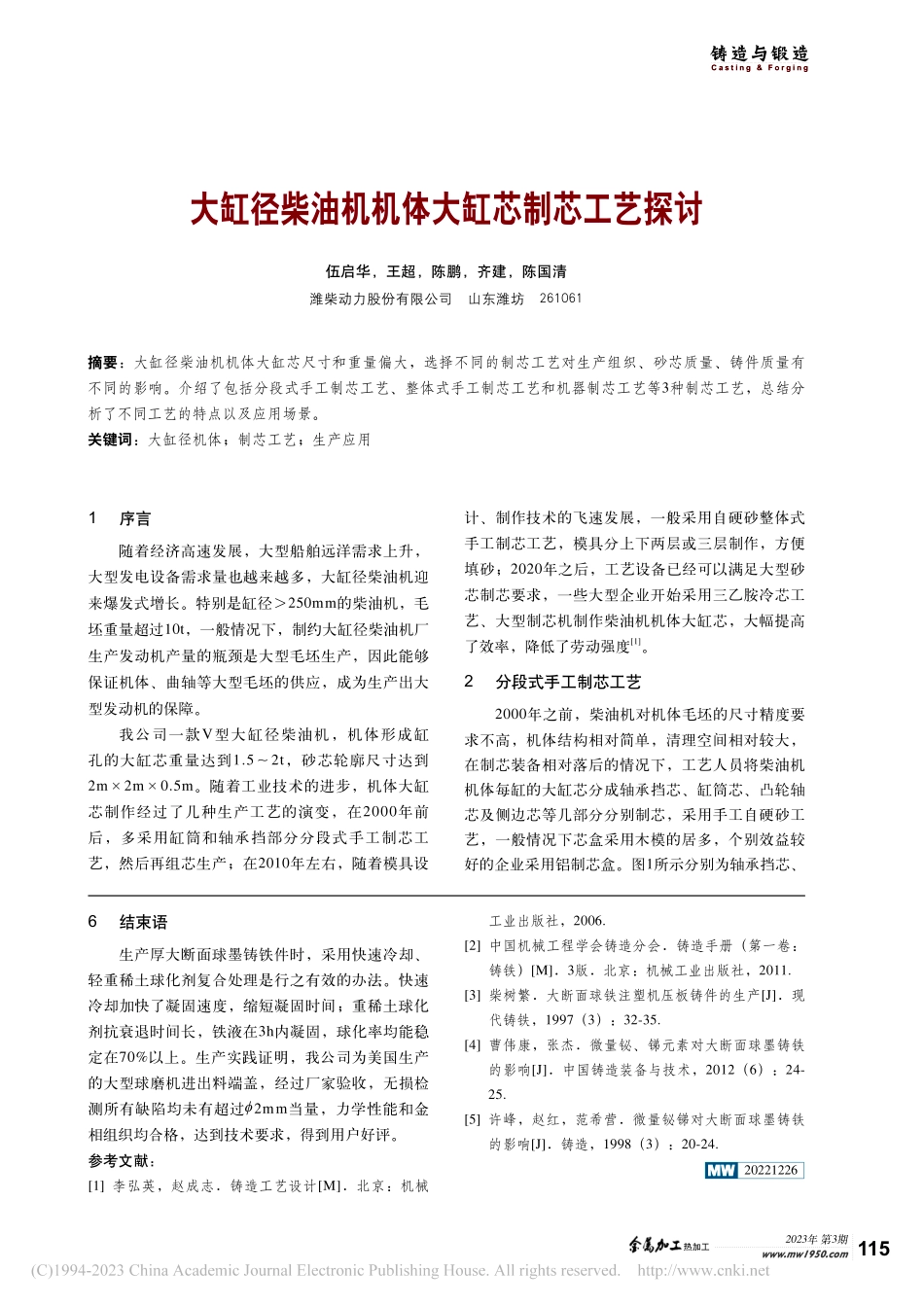
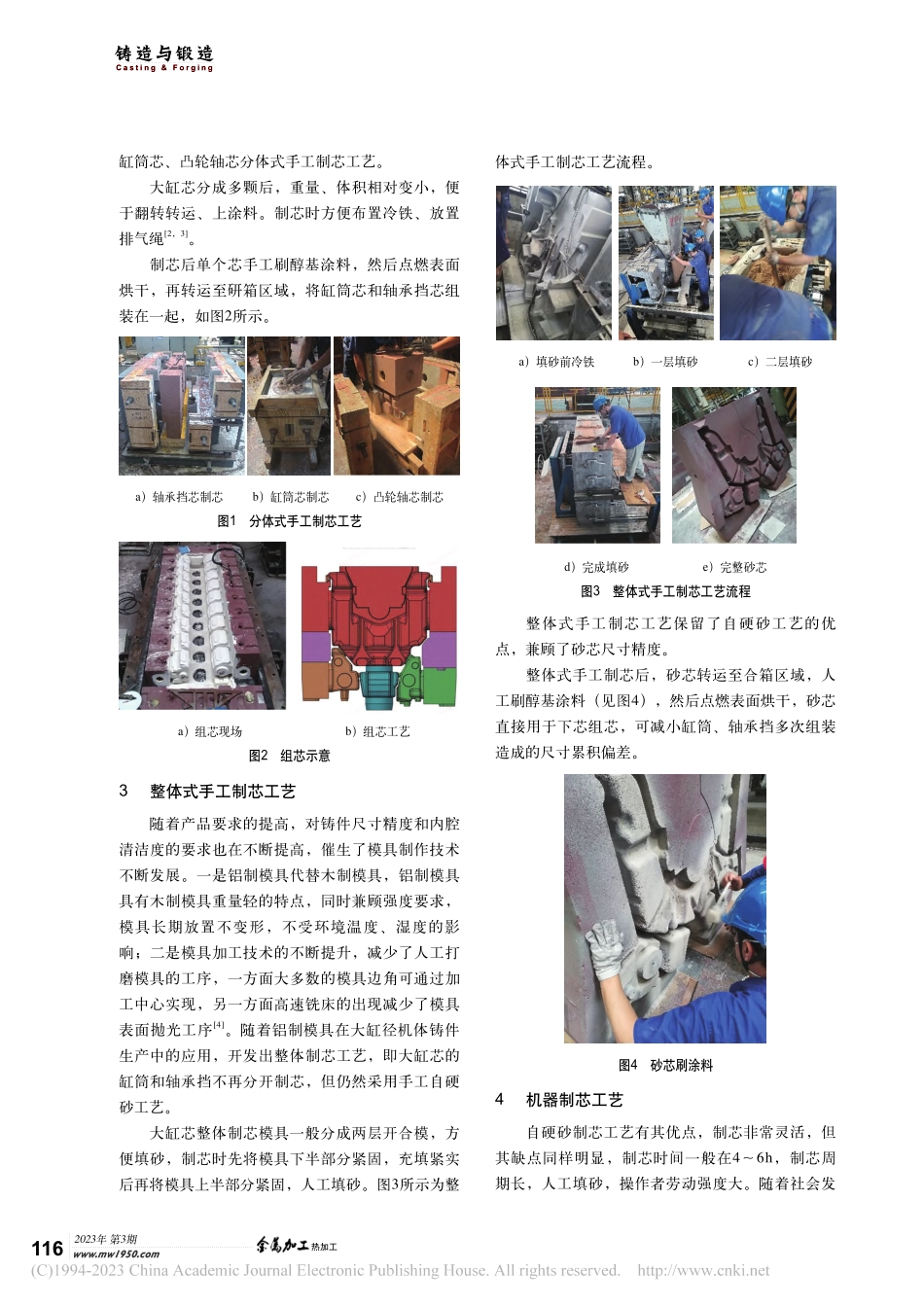
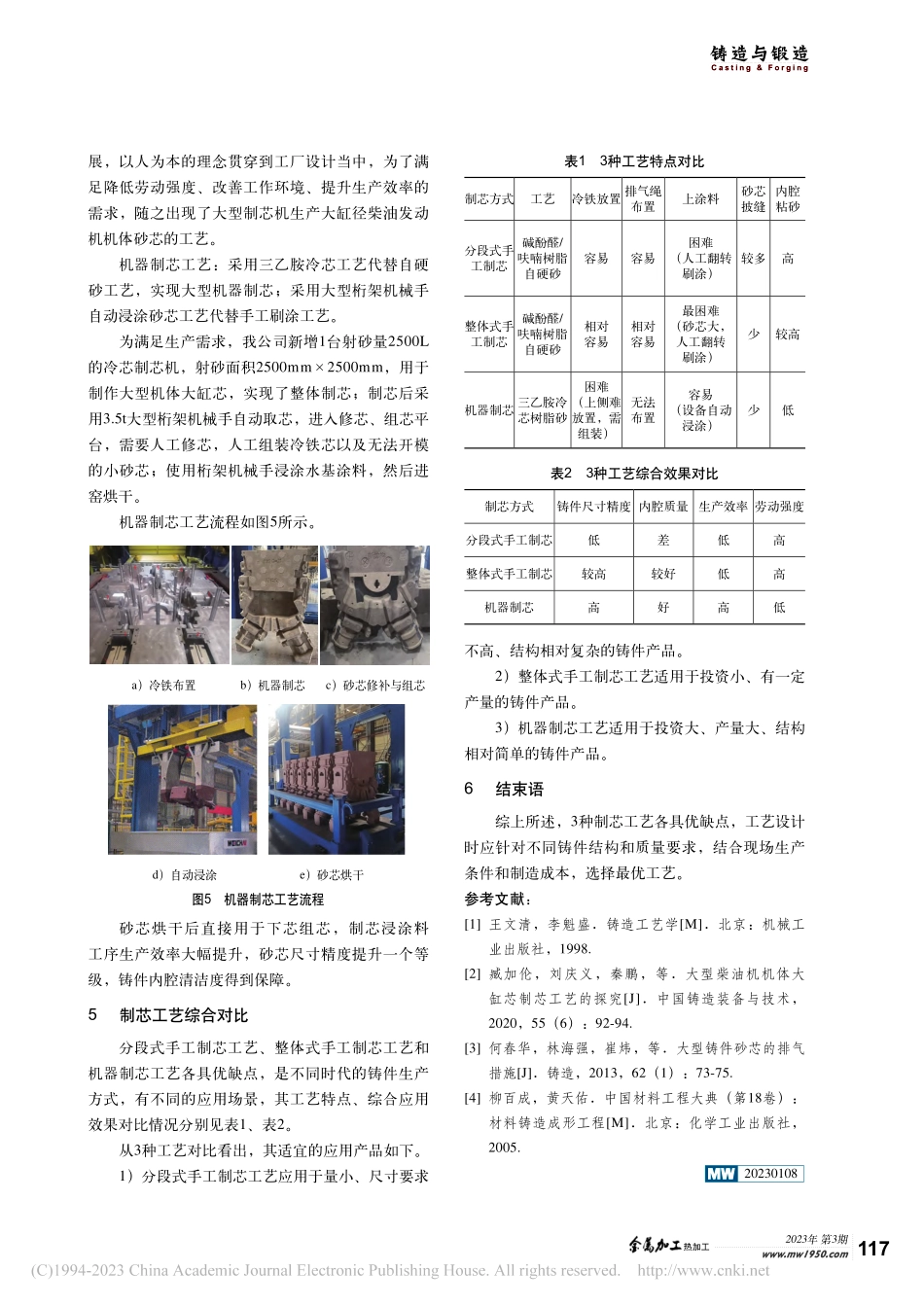
铸造与锻造Casting&Forging2023年第3期热加工www.mw1950.com115大缸径柴油机机体大缸芯制芯工艺探讨伍启华,王超,陈鹏,齐建,陈国清潍柴动力股份有限公司山东潍坊261061摘要:大缸径柴油机机体大缸芯尺寸和重量偏大,选择不同的制芯工艺对生产组织、砂芯质量、铸件质量有不同的影响。介绍了包括分段式手工制芯工艺、整体式手工制芯工艺和机器制芯工艺等3种制芯工艺,总结分析了不同工艺的特点以及应用场景。关键词:大缸径机体;制芯工艺;生产应用1序言随着经济高速发展,大型船舶远洋需求上升,大型发电设备需求量也越来越多,大缸径柴油机迎来爆发式增长。特别是缸径>250mm的柴油机,毛坯重量超过10t,一般情况下,制约大缸径柴油机厂生产发动机产量的瓶颈是大型毛坯生产,因此能够保证机体、曲轴等大型毛坯的供应,成为生产出大型发动机的保障。我公司一款V型大缸径柴油机,机体形成缸孔的大缸芯重量达到1.5~2t,砂芯轮廓尺寸达到2m×2m×0.5m。随着工业技术的进步,机体大缸芯制作经过了几种生产工艺的演变,在2000年前后,多采用缸筒和轴承挡部分分段式手工制芯工艺,然后再组芯生产;在2010年左右,随着模具设计、制作技术的飞速发展,一般采用自硬砂整体式手工制芯工艺,模具分上下两层或三层制作,方便填砂;2020年之后,工艺设备已经可以满足大型砂芯制芯要求,一些大型企业开始采用三乙胺冷芯工艺、大型制芯机制作柴油机机体大缸芯,大幅提高了效率,降低了劳动强度[1]。2分段式手工制芯工艺2000年之前,柴油机对机体毛坯的尺寸精度要求不高,机体结构相对简单,清理空间相对较大,在制芯装备相对落后的情况下,工艺人员将柴油机机体每缸的大缸芯分成轴承挡芯、缸筒芯、凸轮轴芯及侧边芯等几部分分别制芯,采用手工自硬砂工艺,一般情况下芯盒采用木模的居多,个别效益较好的企业采用铝制芯盒。图1所示分别为轴承挡芯、6结束语生产厚大断面球墨铸铁件时,采用快速冷却、轻重稀土球化剂复合处理是行之有效的办法。快速冷却加快了凝固速度,缩短凝固时间;重稀土球化剂抗衰退时间长,铁液在3h内凝固,球化率均能稳定在70%以上。生产实践证明,我公司为美国生产的大型球磨机进出料端盖,经过厂家验收,无损检测所有缺陷均未有超过φ2mm当量,力学性能和金相组织均合格,达到技术要求,得到用户好评。参考文献:[1]李弘英,赵成志.铸造工艺设计[M].北京:机械工业出版社,2006.[2]中国机械工程学会铸造分会.铸造手册(第一卷:铸铁)...