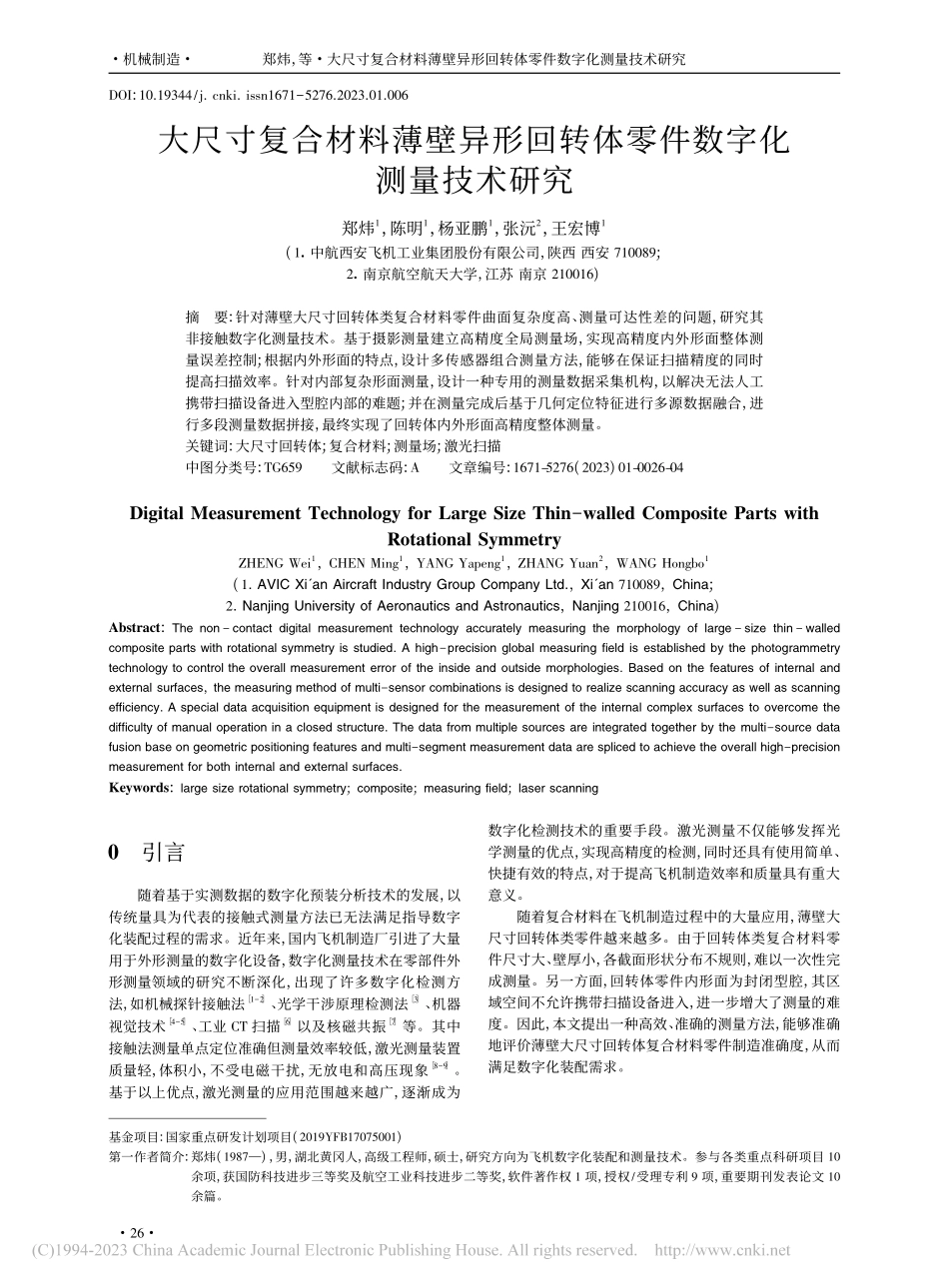
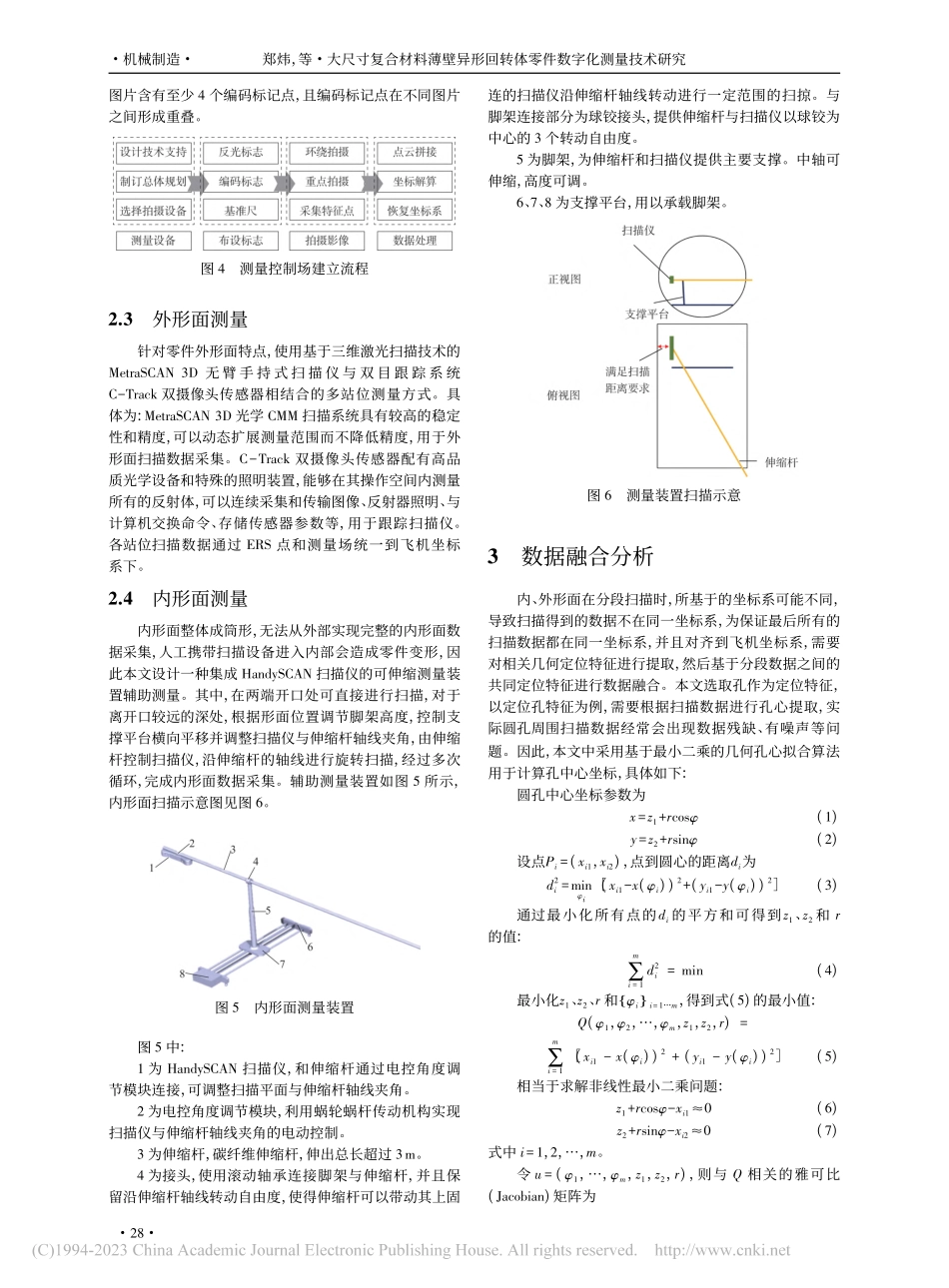
·机械制造·郑炜,等·大尺寸复合材料薄壁异形回转体零件数字化测量技术研究基金项目:国家重点研发计划项目(2019YFB17075001)第一作者简介:郑炜(1987—),男,湖北黄冈人,高级工程师,硕士,研究方向为飞机数字化装配和测量技术。参与各类重点科研项目10余项,获国防科技进步三等奖及航空工业科技进步二等奖,软件著作权1项,授权/受理专利9项,重要期刊发表论文10余篇。DOI:10.19344/j.cnki.issn1671-5276.2023.01.006大尺寸复合材料薄壁异形回转体零件数字化测量技术研究郑炜1,陈明1,杨亚鹏1,张沅2,王宏博1(1.中航西安飞机工业集团股份有限公司,陕西西安710089;2.南京航空航天大学,江苏南京210016)摘要:针对薄壁大尺寸回转体类复合材料零件曲面复杂度高、测量可达性差的问题,研究其非接触数字化测量技术。基于摄影测量建立高精度全局测量场,实现高精度内外形面整体测量误差控制;根据内外形面的特点,设计多传感器组合测量方法,能够在保证扫描精度的同时提高扫描效率。针对内部复杂形面测量,设计一种专用的测量数据采集机构,以解决无法人工携带扫描设备进入型腔内部的难题;并在测量完成后基于几何定位特征进行多源数据融合,进行多段测量数据拼接,最终实现了回转体内外形面高精度整体测量。关键词:大尺寸回转体;复合材料;测量场;激光扫描中图分类号:TG659文献标志码:A文章编号:1671-5276(2023)01-0026-04DigitalMeasurementTechnologyforLargeSizeThin-walledCompositePartswithRotationalSymmetryZHENGWei1,CHENMing1,YANGYapeng1,ZHANGYuan2,WANGHongbo1(1.AVICXi'anAircraftIndustryGroupCompanyLtd.,Xi'an710089,China;2.NanjingUniversityofAeronauticsandAstronautics,Nanjing210016,China)Abstract:Thenon-contactdigitalmeasurementtechnologyaccuratelymeasuringthemorphologyoflarge-sizethin-walledcompositepartswithrotationalsymmetryisstudied.Ahigh-precisionglobalmeasuringfieldisestablishedbythephotogrammetrytechnologytocontroltheoverallmeasurementerroroftheinsideandoutsidemorphologies.Basedonthefeaturesofinternalandexternalsurfaces,themeasuringmethodofmulti-sensorcombinationsisdesignedtorealizescanningaccuracyaswellasscanningefficiency.Aspecialdataacquisitionequipmentisdesignedforthemeasurementoftheinternalcomplexsurfacestoovercomethedifficul...