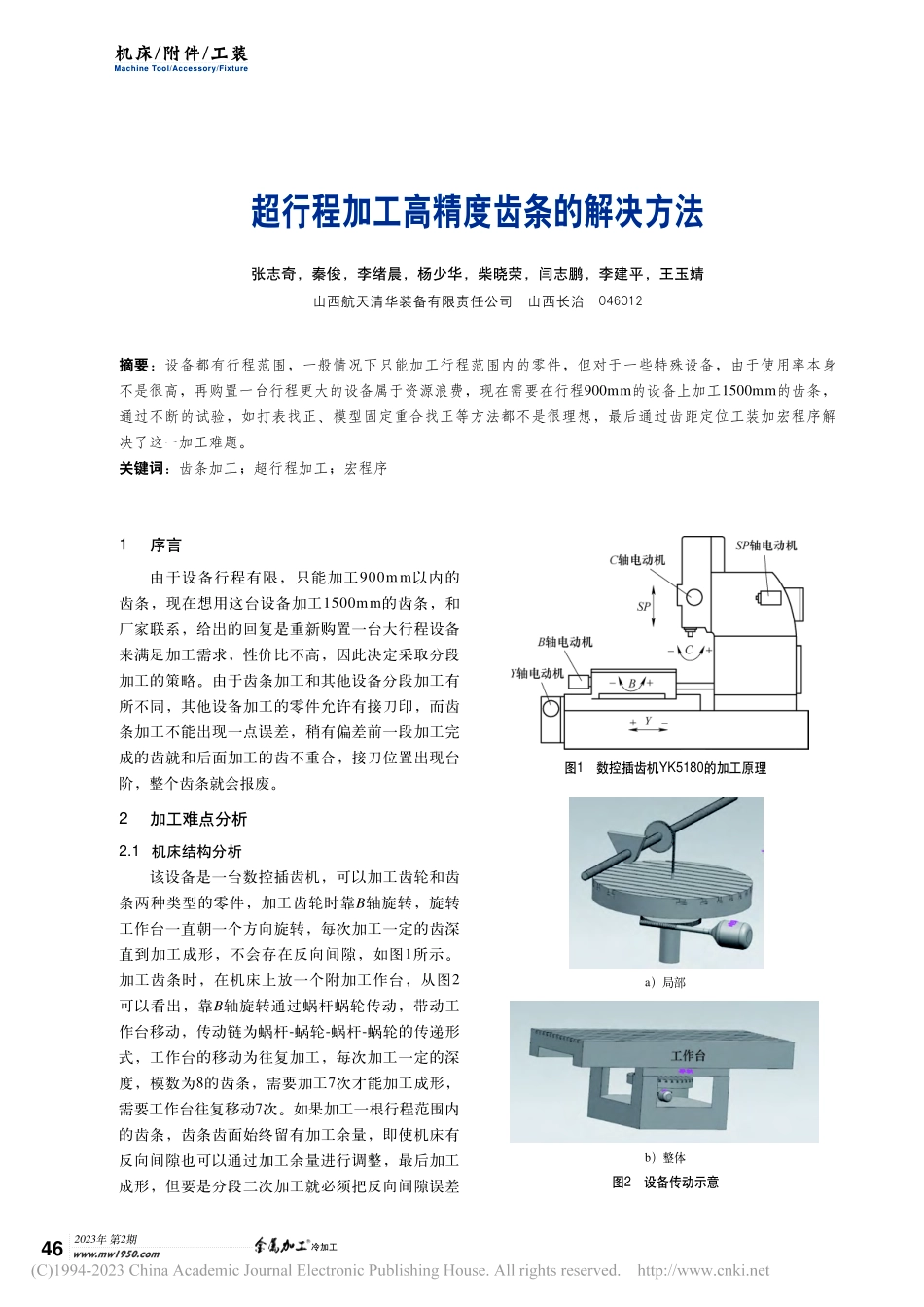
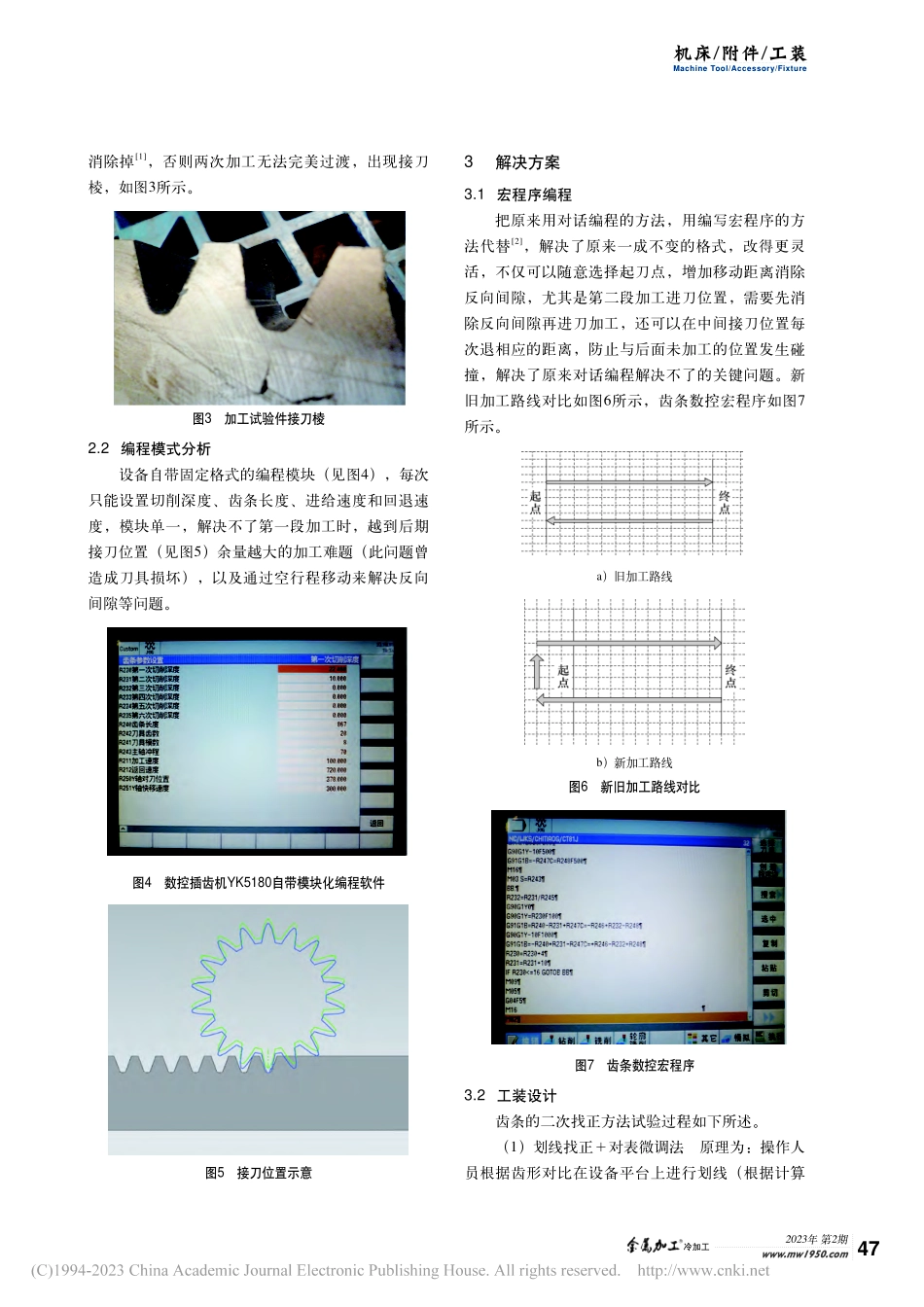
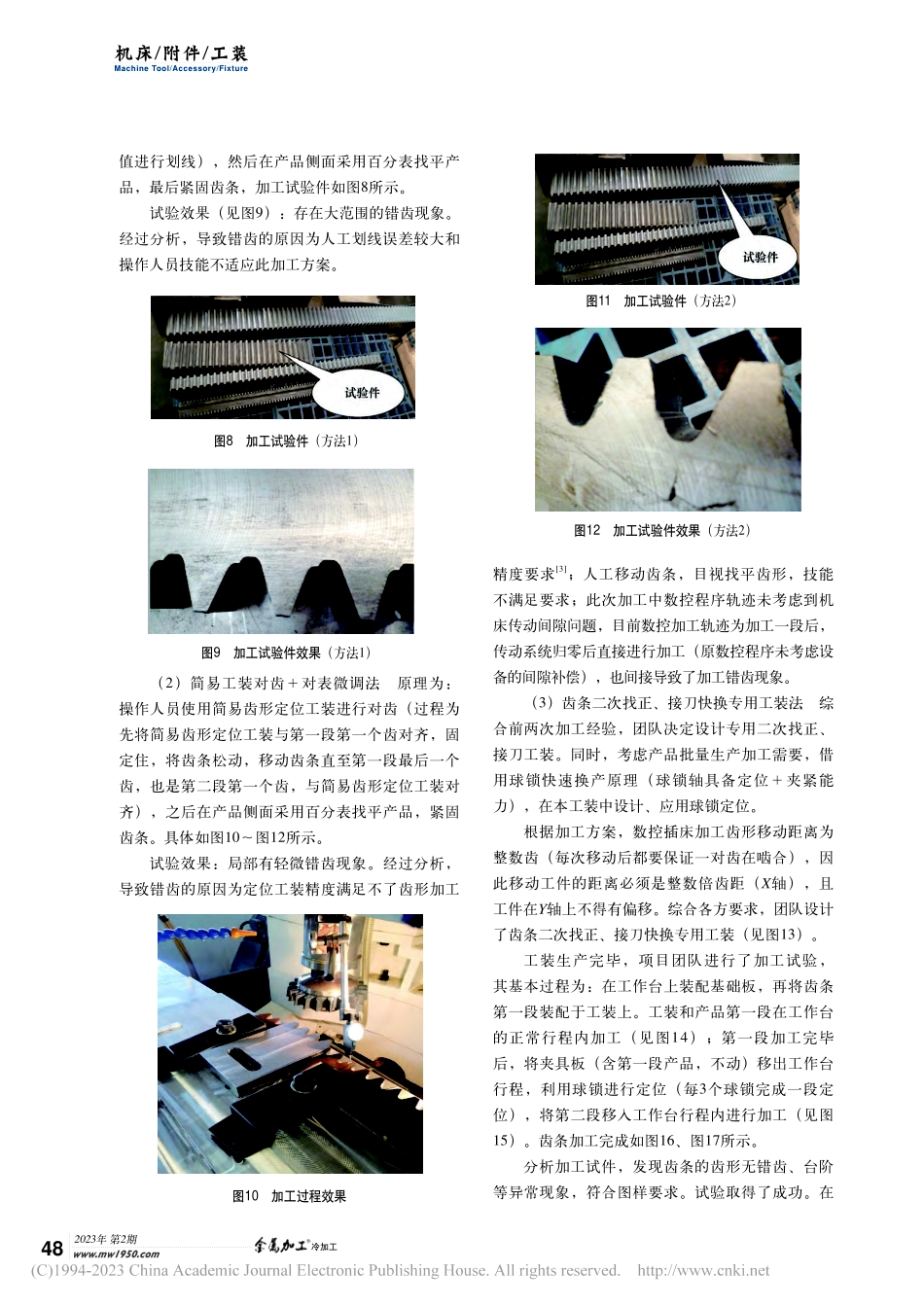
2023年第2期冷加工www.mw1950.com46机床/附件/工装MachineTool/Accessory/Fixture超行程加工高精度齿条的解决方法张志奇,秦俊,李绪晨,杨少华,柴晓荣,闫志鹏,李建平,王玉婧山西航天清华装备有限责任公司山西长治046012摘要:设备都有行程范围,一般情况下只能加工行程范围内的零件,但对于一些特殊设备,由于使用率本身不是很高,再购置一台行程更大的设备属于资源浪费,现在需要在行程900mm的设备上加工1500mm的齿条,通过不断的试验,如打表找正、模型固定重合找正等方法都不是很理想,最后通过齿距定位工装加宏程序解决了这一加工难题。关键词:齿条加工;超行程加工;宏程序1序言由于设备行程有限,只能加工900mm以内的齿条,现在想用这台设备加工1500mm的齿条,和厂家联系,给出的回复是重新购置一台大行程设备来满足加工需求,性价比不高,因此决定采取分段加工的策略。由于齿条加工和其他设备分段加工有所不同,其他设备加工的零件允许有接刀印,而齿条加工不能出现一点误差,稍有偏差前一段加工完成的齿就和后面加工的齿不重合,接刀位置出现台阶,整个齿条就会报废。2加工难点分析2.1机床结构分析该设备是一台数控插齿机,可以加工齿轮和齿条两种类型的零件,加工齿轮时靠B轴旋转,旋转工作台一直朝一个方向旋转,每次加工一定的齿深直到加工成形,不会存在反向间隙,如图1所示。加工齿条时,在机床上放一个附加工作台,从图2可以看出,靠B轴旋转通过蜗杆蜗轮传动,带动工作台移动,传动链为蜗杆-蜗轮-蜗杆-蜗轮的传递形式,工作台的移动为往复加工,每次加工一定的深度,模数为8的齿条,需要加工7次才能加工成形,需要工作台往复移动7次。如果加工一根行程范围内的齿条,齿条齿面始终留有加工余量,即使机床有反向间隙也可以通过加工余量进行调整,最后加工成形,但要是分段二次加工就必须把反向间隙误差图1数控插齿机YK5180的加工原理b)整体图2设备传动示意a)局部2023年第2期冷加工www.mw1950.com47机床/附件/工装MachineTool/Accessory/Fixture消除掉[1],否则两次加工无法完美过渡,出现接刀棱,如图3所示。图3加工试验件接刀棱2.2编程模式分析设备自带固定格式的编程模块(见图4),每次只能设置切削深度、齿条长度、进给速度和回退速度,模块单一,解决不了第一段加工时,越到后期接刀位置(见图5)余量越大的加工难题(此问题曾造成刀具损坏),以及通过空行程移动来解决反向间隙等问题。图4数控插齿机YK5180自带模块化编...