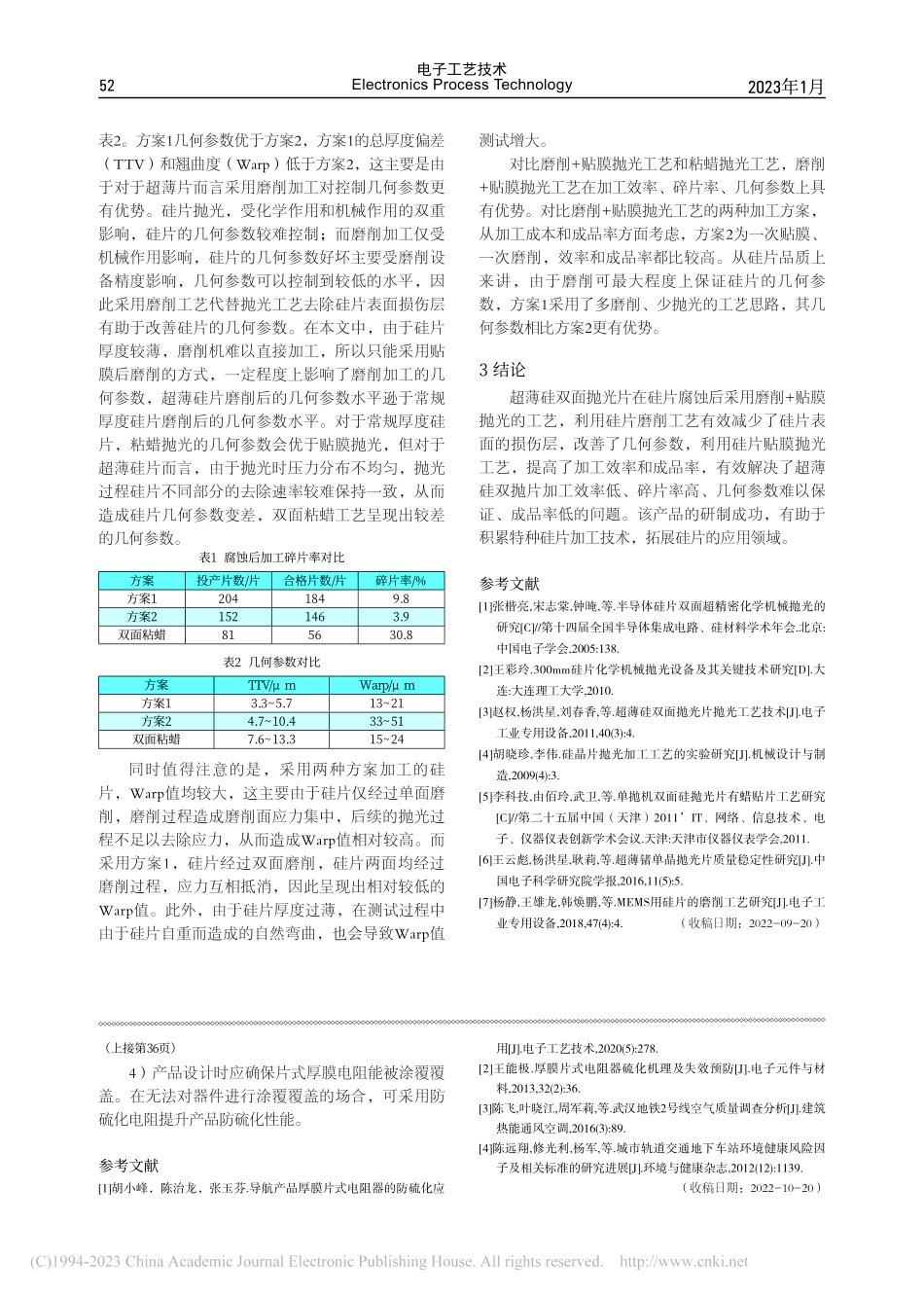
电子工艺技术ElectronicsProcessTechnology502023年1月第44卷第1期摘要:用于5G通信芯片支撑层的超薄硅双面抛光片的生产是一个需要攻克的难题。该产品的技术难点在于,硅片厚度低至100μm,薄如纸张,采用传统粘蜡抛光工艺,加工效率极低且碎片率极高,同时硅片几何参数无法保证,成品率较低。由于磨削工艺可有效减少硅片表面的损伤层、改善几何参数,所以针对超薄硅片的加工,采用贴膜抛光工艺可以保证抛光的效率和成品率。在硅片腐蚀后采用磨削+贴膜抛光的工艺,解决了超薄硅双抛片加工效率低、碎片率高、几何参数难以保证、成品率低的问题。关键词:硅片;双面抛光;磨削中图分类号:TN305文献标识码:A文章编号:1001-3474(2023)01-0050-03Abstract:Theproductionofultra-thindoublesidepolishedwaferswhichareusedforthesupportlayersof5Gcommunicationschipsisachallenge.Thetechnicaldifficultyisthatthesiliconwaferthicknessisonlyabout100µm,asthinaspapers.Usingthetraditionalwaxpolishingmethod,theprocessingefficiency,thefragmentationrateandthegeometricparametersofwafersareunacceptable.Asthegrindingprocesscaneffectivelyreducethesurfacedamagelayerandimprovethegeometricparameters,andusingpasting-filmpolishingmethod,thepolishingefficiencycanbeensured.Therefore,thecombineofgrindingandpasting-filmpolishingcanenhancetheprocessingefficiency,decreasethefragmentationrate,improvethegeometricparametersoftheultra-thindoublesidepolishedwafers.Keywords:siliconwafers;doublesidepolish;grindingDocumentCode:AArticleID:1001-3474(2023)01-0050-03超薄硅双面抛光片加工效率的提升ImprovementofProductionEfficiencyforUltra-thinDoubleSidePolishedWafers田原,刘雪松,杨玉梅,杨春颖,樊树斌TIANYuan,LIUXuesong,YANGYumei,YANGChunying,FANShubin(中国电子科技集团公司第四十六研究所,天津300220)(The46thResearchInstituteofCETC,Tianjin300220,China)0引言随着5G通信的迅猛发展,产生了一些特殊规格硅片的需求。这其中,用于5G通信芯片支撑层的超薄硅双面抛光片的生产成为一个需要攻克的难题。该产品不同于传统硅双面抛光片300~1000μm的厚度,超薄硅双面抛光片的厚度低至100μm,薄如纸张,采用传统粘蜡抛光工艺,加工效率极低且碎片率极高,同时硅片几何参数无法保证。已知的硅抛光片研制...