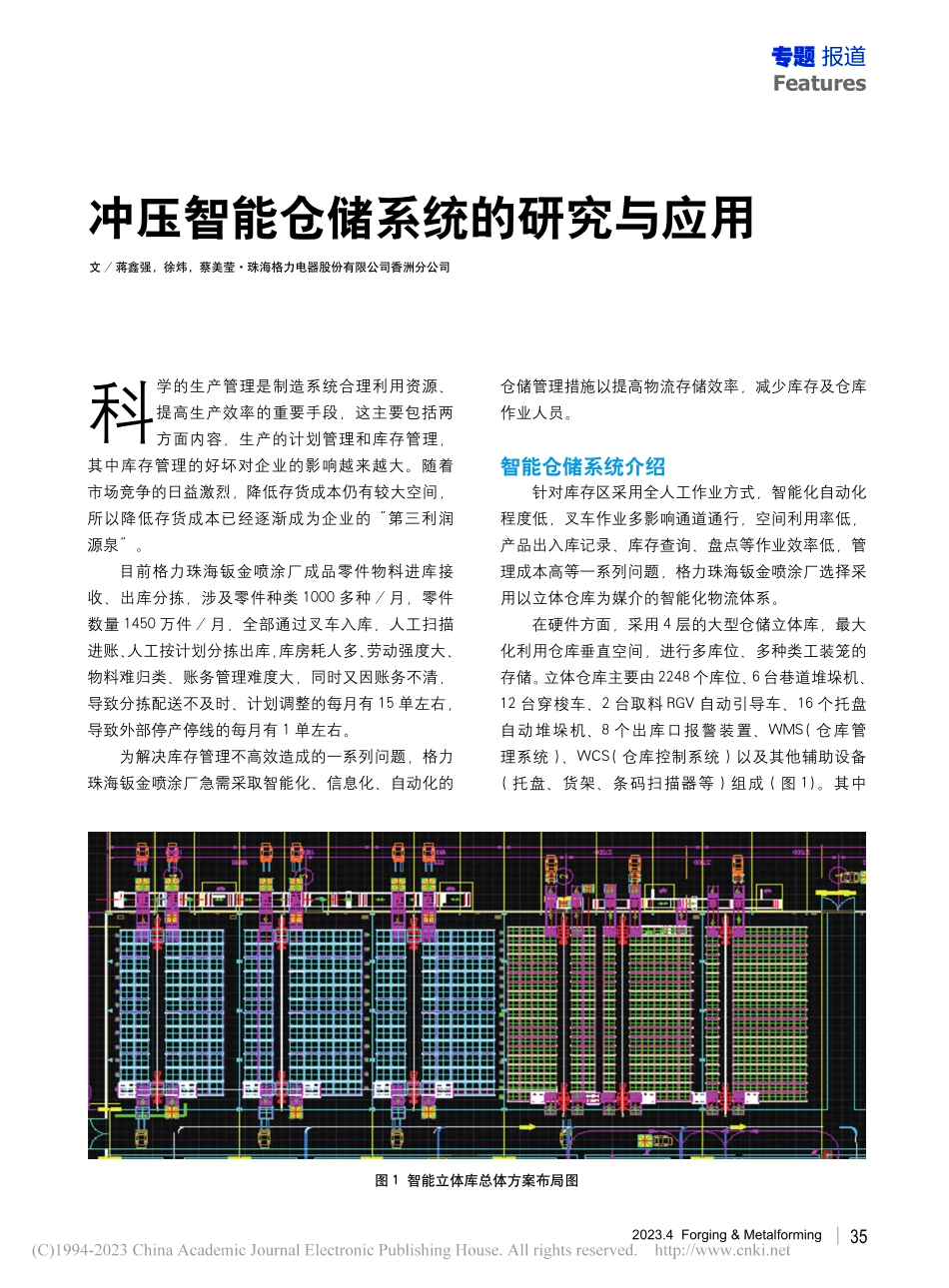
352023.4Forging&MetalformingFeatures专题报道冲压智能仓储系统的研究与应用文/蒋鑫强,徐炜,蔡美莹·珠海格力电器股份有限公司香洲分公司科学的生产管理是制造系统合理利用资源、提高生产效率的重要手段,这主要包括两方面内容,生产的计划管理和库存管理,其中库存管理的好坏对企业的影响越来越大。随着市场竞争的日益激烈,降低存货成本仍有较大空间,所以降低存货成本已经逐渐成为企业的“第三利润源泉”。目前格力珠海钣金喷涂厂成品零件物料进库接收、出库分拣,涉及零件种类1000多种/月,零件数量1450万件/月,全部通过叉车入库,人工扫描进账、人工按计划分拣出库,库房耗人多、劳动强度大、物料难归类、账务管理难度大,同时又因账务不清,导致分拣配送不及时、计划调整的每月有15单左右,导致外部停产停线的每月有1单左右。为解决库存管理不高效造成的一系列问题,格力珠海钣金喷涂厂急需采取智能化、信息化、自动化的仓储管理措施以提高物流存储效率,减少库存及仓库作业人员。智能仓储系统介绍针对库存区采用全人工作业方式,智能化自动化程度低,叉车作业多影响通道通行,空间利用率低,产品出入库记录、库存查询、盘点等作业效率低,管理成本高等一系列问题,格力珠海钣金喷涂厂选择采用以立体仓库为媒介的智能化物流体系。在硬件方面,采用4层的大型仓储立体库,最大化利用仓库垂直空间,进行多库位、多种类工装笼的存储。立体仓库主要由2248个库位、6台巷道堆垛机、12台穿梭车、2台取料RGV自动引导车、16个托盘自动堆垛机、8个出库口报警装置、WMS(仓库管理系统)、WCS(仓库控制系统)以及其他辅助设备(托盘、货架、条码扫描器等)组成(图1)。其中图1智能立体库总体方案布局图锻造与冲压2023.436Features专题报道采用两种货架类型的组合方式1800mm×1800mm、1500mm×1100mm,以适配不同规格的工装,并采取“批量缓冲+小多高缓冲”仓库方案,满足大批量物料在库缓存和小批量多品种物料在库缓存,保证先进先出,防止物料长时间呆滞。在软件方面,通过WMS、WCS、ERP系统,实现高密度自动化存储与仓储数据交互。开发WMS、WCS、ERP、MES集成信息化管理系统,实现实时仓储数据与需求数据互通,新增呆料预警、出库异常预警、一键出库功能,实现冲压件成品零件智能化仓储管理,提高仓储物流效率,减少仓管岗位不必要的数据搬运工作,减少库存及仓库作业人员。以智能立体仓库为主体解决仓储问题传统物流仓储存在的问题及解决方案传统的仓储管...