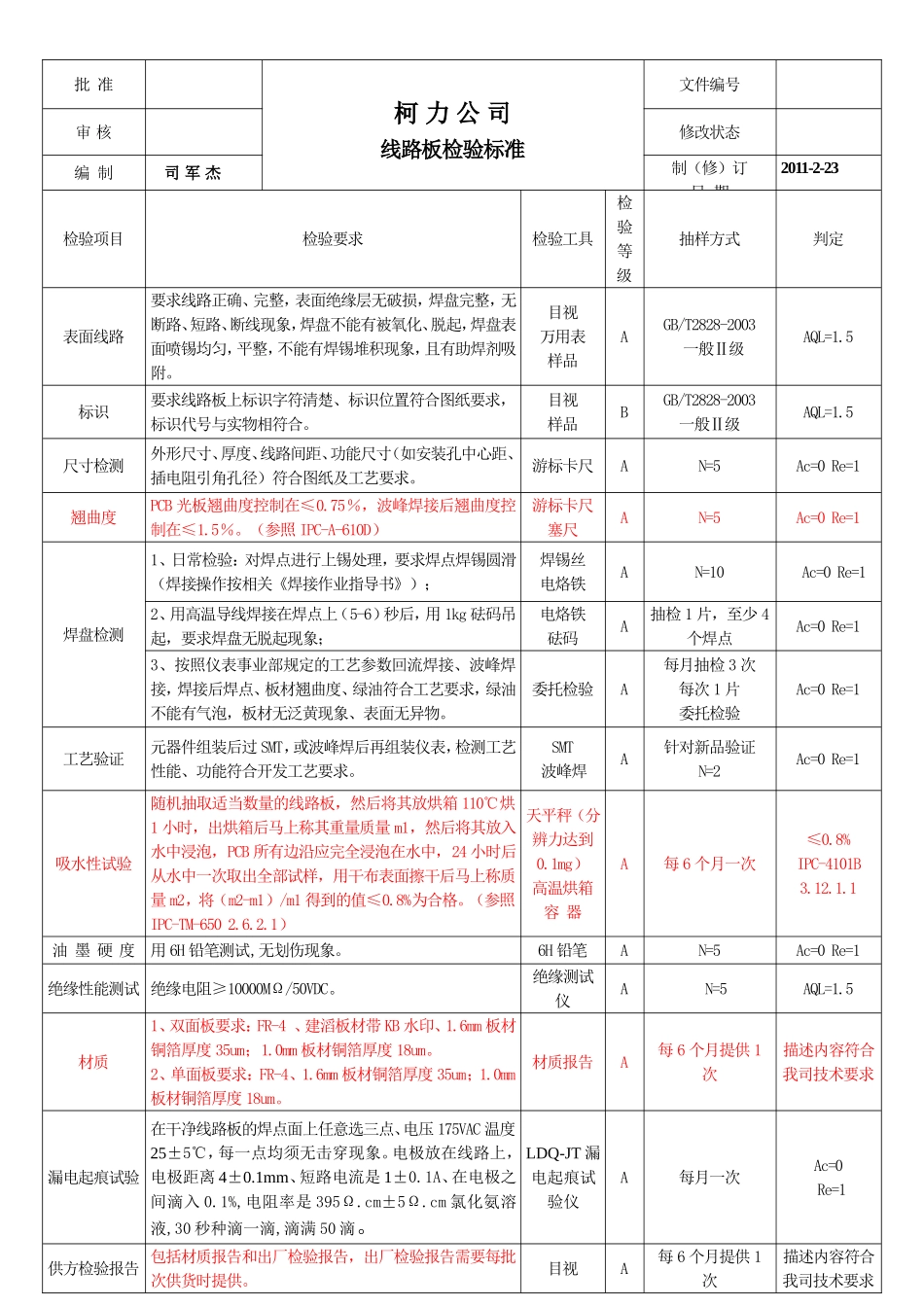
批准柯力公司线路板检验标准文件编号审核修改状态编制司军杰制(修)订日期2011-2-23检验项目检验要求检验工具检验等级抽样方式判定表面线路要求线路正确、完整,表面绝缘层无破损,焊盘完整,无断路、短路、断线现象,焊盘不能有被氧化、脱起,焊盘表面喷锡均匀,平整,不能有焊锡堆积现象,且有助焊剂吸附。目视万用表样品AGB/T2828-2003一般Ⅱ级AQL=1.5标识要求线路板上标识字符清楚、标识位置符合图纸要求,标识代号与实物相符合。目视样品BGB/T2828-2003一般Ⅱ级AQL=1.5尺寸检测外形尺寸、厚度、线路间距、功能尺寸(如安装孔中心距、插电阻引角孔径)符合图纸及工艺要求。游标卡尺AN=5Ac=0Re=1翘曲度PCB光板翘曲度控制在≤0.75%,波峰焊接后翘曲度控制在≤1.5%。(参照IPC-A-610D)游标卡尺塞尺AN=5Ac=0Re=1焊盘检测1、日常检验:对焊点进行上锡处理,要求焊点焊锡圆滑(焊接操作按相关《焊接作业指导书》);焊锡丝电烙铁AN=10Ac=0Re=12、用高温导线焊接在焊点上(5-6)秒后,用1kg砝码吊起,要求焊盘无脱起现象;电烙铁砝码A抽检1片,至少4个焊点Ac=0Re=13、按照仪表事业部规定的工艺参数回流焊接、波峰焊接,焊接后焊点、板材翘曲度、绿油符合工艺要求,绿油不能有气泡,板材无泛黄现象、表面无异物。委托检验A每月抽检3次每次1片委托检验Ac=0Re=1工艺验证元器件组装后过SMT,或波峰焊后再组装仪表,检测工艺性能、功能符合开发工艺要求。SMT波峰焊A针对新品验证N=2Ac=0Re=1吸水性试验随机抽取适当数量的线路板,然后将其放烘箱110℃烘1小时,出烘箱后马上称其重量质量m1,然后将其放入水中浸泡,PCB所有边沿应完全浸泡在水中,24小时后从水中一次取出全部试样,用干布表面擦干后马上称质量m2,将(m2-m1)/m1得到的值≤0.8%为合格。(参照IPC-TM-6502.6.2.1)天平秤(分辨力达到0.1mg)高温烘箱容器A每6个月一次≤0.8%IPC-4101B3.12.1.1油墨硬度用6H铅笔测试,无划伤现象。6H铅笔AN=5Ac=0Re=1绝缘性能测试绝缘电阻≥10000MΩ/50VDC。绝缘测试仪AN=5AQL=1.5材质1、双面板要求:FR-4、建滔板材带KB水印、1.6mm板材铜箔厚度35um;1.0mm板材铜箔厚度18um。2、单面板要求:FR-4、1.6mm板材铜箔厚度35um;1.0mm板材铜箔厚度18um。材质报告A每6个月提供1次描述内容符合我司技术要求漏电起痕试验在干净线路板的焊点面上任意选三点、电压175VAC温度25±5℃,每一点均须无击穿现象。电极放在线路上,电极距离4±0.1mm、短路电流是1±0.1A、在电极...