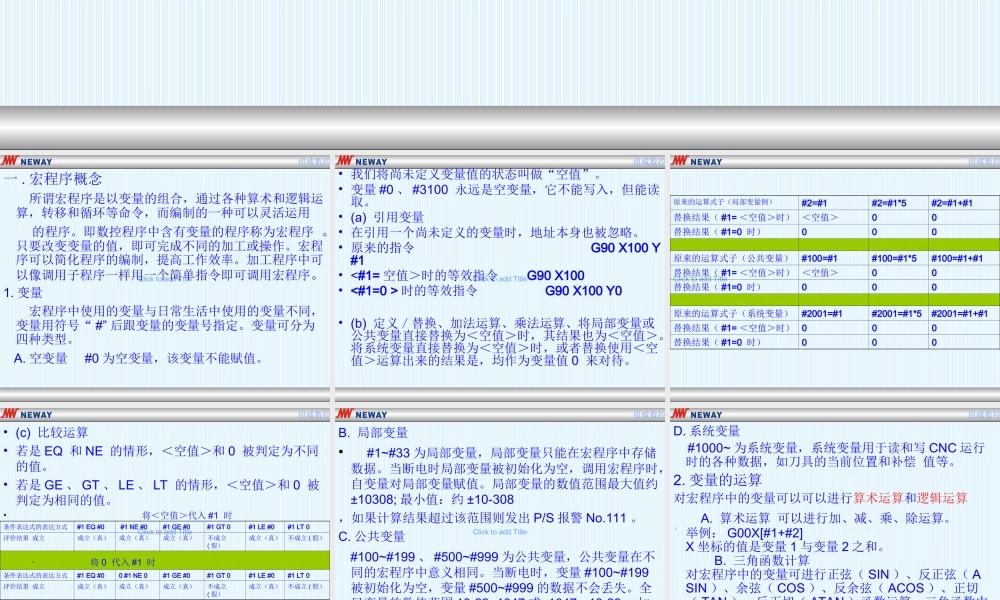
纽威数控纽威数控ClicktoaddTitle一.宏程序概念所谓宏程序是以变量的组合,通过各种算术和逻辑运算,转移和循环等命令,而编制的一种可以灵活运用的程序。即数控程序中含有变量的程序称为宏程序。只要改变变量的值,即可完成不同的加工或操作。宏程序可以简化程序的编制,提高工作效率。加工程序中可以像调用子程序一样用一个简单指令即可调用宏程序。1.变量宏程序中使用的变量与日常生活中使用的变量不同,变量用符号“#”后跟变量的变量号指定。变量可分为四种类型。A.空变量#0为空变量,该变量不能赋值。纽威数控ClicktoaddTitle•我们将尚未定义变量值的状态叫做“空值”。•变量#0、#3100永远是空变量,它不能写入,但能读取。•(a)引用变量•在引用一个尚未定义的变量时,地址本身也被忽略。•原来的指令G90X100Y#1•<#1=空值>时的等效指令G90X100•<#1=0>时的等效指令G90X100Y0•(b)定义/替换、加法运算、乘法运算、将局部变量或公共变量直接替换为<空值>时,其结果也为<空值>。将系统变量直接替换为<空值>时,或者替换使用<空值>运算出来的结果是,均作为变量值0来对待。纽威数控ClicktoaddTitle原来的运算式子(局部变量例)#2=#1#2=#1*5#2=#1+#1替换结果(#1=<空值>时)<空值>00替换结果(#1=0时)000原来的运算式子(公共变量)#100=#1#100=#1*5#100=#1+#1替换结果(#1=<空值>时)<空值>00替换结果(#1=0时)000原来的运算式子(系统变量)#2001=#1#2001=#1*5#2001=#1+#1替换结果(#1=<空值>时)000替换结果(#1=0时)000纽威数控ClicktoaddTitle•(c)比较运算•若是EQ和NE的情形,<空值>和0被判定为不同的值。•若是GE、GT、LE、LT的情形,<空值>和0被判定为相同的值。•将<空值>代入#1时条件表达式的表达方式#1EQ#0#1NE#0#1GE#0#1GT0#1LE#0#1LT0评价结果成立成立(真)成立(真)成立(真)不成立(假)成立(真)不成立(假)·将0代入#1时条件表达式的表达方式#1EQ#00#1NE0#1GE#0#1GT0#1LE#0#1LT0评价结果成立成立(真)成立(真)成立(真)不成立(假)成立(真)不成立(假)纽威数控ClicktoaddTitleB.局部变量•#1~#33为局部变量,局部变量只能在宏程序中存储数据。当断电时局部变量被初始化为空,调用宏程序时,自变量对局部变量赋值。局部变量的数值范围最大值约±10308;最小值:约±10-308,如果计算结果超过该范围则发出P/S报警No.111。C.公共变量#100~#199、#500~#999为公共变量,公共变量在不同的...