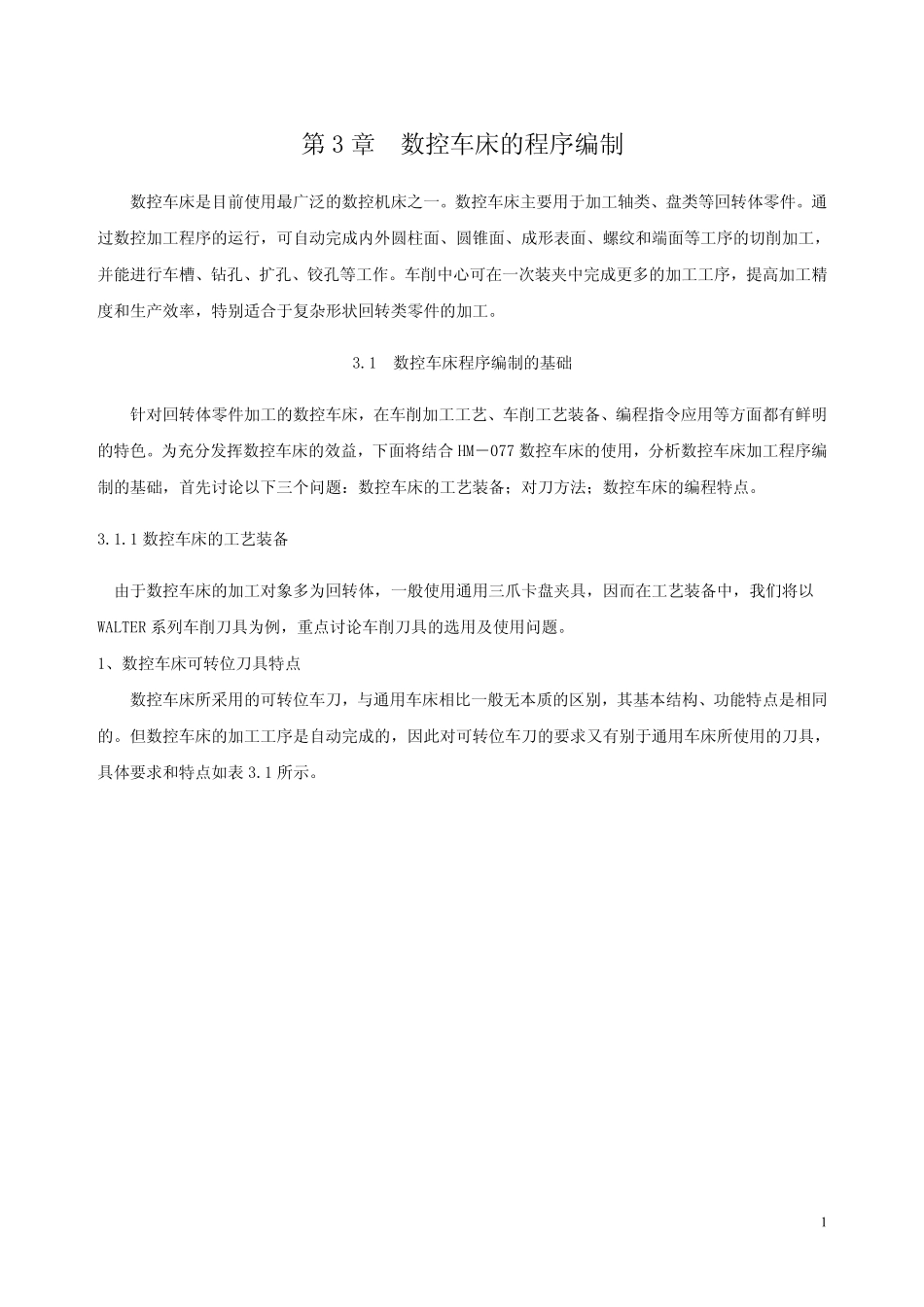
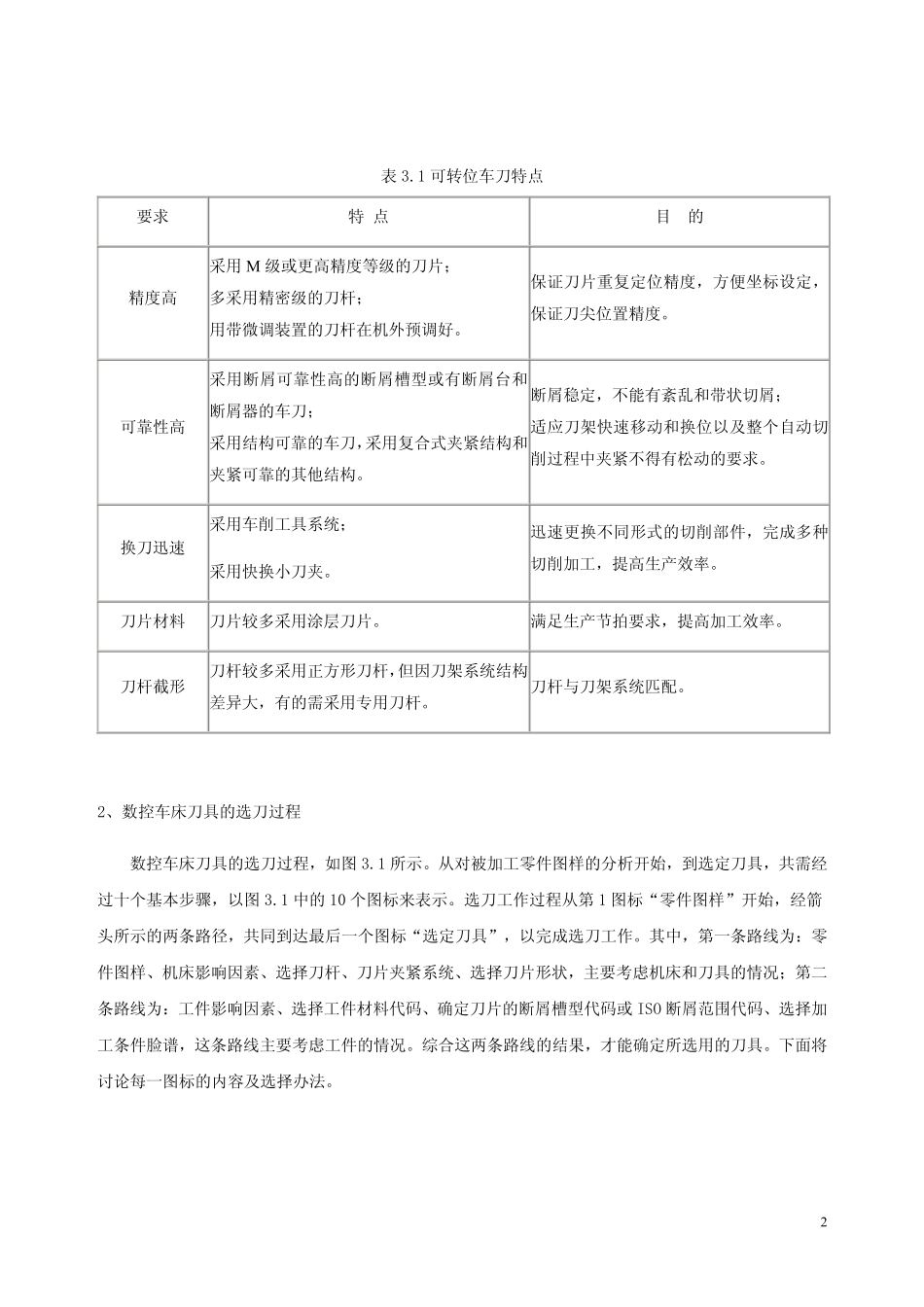
1第3章数控车床的程序编制数控车床是目前使用最广泛的数控机床之一。数控车床主要用于加工轴类、盘类等回转体零件。通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作。车削中心可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,特别适合于复杂形状回转类零件的加工。3.1数控车床程序编制的基础针对回转体零件加工的数控车床,在车削加工工艺、车削工艺装备、编程指令应用等方面都有鲜明的特色。为充分发挥数控车床的效益,下面将结合HM-077数控车床的使用,分析数控车床加工程序编制的基础,首先讨论以下三个问题:数控车床的工艺装备;对刀方法;数控车床的编程特点。3.1.1数控车床的工艺装备由于数控车床的加工对象多为回转体,一般使用通用三爪卡盘夹具,因而在工艺装备中,我们将以WALTER系列车削刀具为例,重点讨论车削刀具的选用及使用问题。1、数控车床可转位刀具特点数控车床所采用的可转位车刀,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如表3.1所示。2表3.1可转位车刀特点要求特点目的精度高采用M级或更高精度等级的刀片;多采用精密级的刀杆;用带微调装置的刀杆在机外预调好。保证刀片重复定位精度,方便坐标设定,保证刀尖位置精度。可靠性高采用断屑可靠性高的断屑槽型或有断屑台和断屑器的车刀;采用结构可靠的车刀,采用复合式夹紧结构和夹紧可靠的其他结构。断屑稳定,不能有紊乱和带状切屑;适应刀架快速移动和换位以及整个自动切削过程中夹紧不得有松动的要求。换刀迅速采用车削工具系统;采用快换小刀夹。迅速更换不同形式的切削部件,完成多种切削加工,提高生产效率。刀片材料刀片较多采用涂层刀片。满足生产节拍要求,提高加工效率。刀杆截形刀杆较多采用正方形刀杆,但因刀架系统结构差异大,有的需采用专用刀杆。刀杆与刀架系统匹配。2、数控车床刀具的选刀过程数控车床刀具的选刀过程,如图3.1所示。从对被加工零件图样的分析开始,到选定刀具,共需经过十个基本步骤,以图3.1中的10个图标来表示。选刀工作过程从第1图标“零件图样”开始,经箭头所示的两条路径,共同到达最后一个图标“选定刀具”,以完成选刀工作。其中,第一条路线为:零件图样、机床影响因素、选择刀杆、刀片夹紧系...