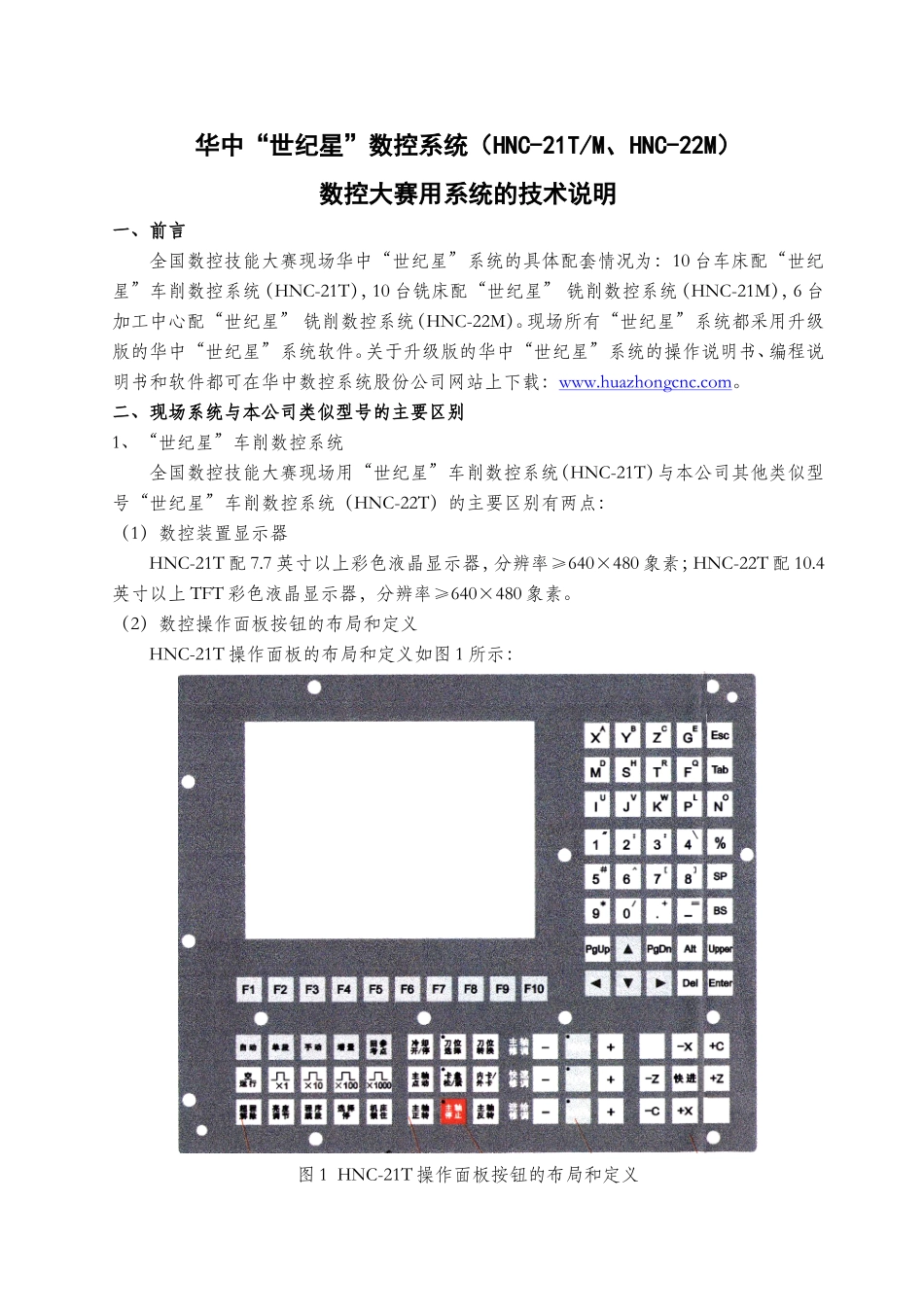
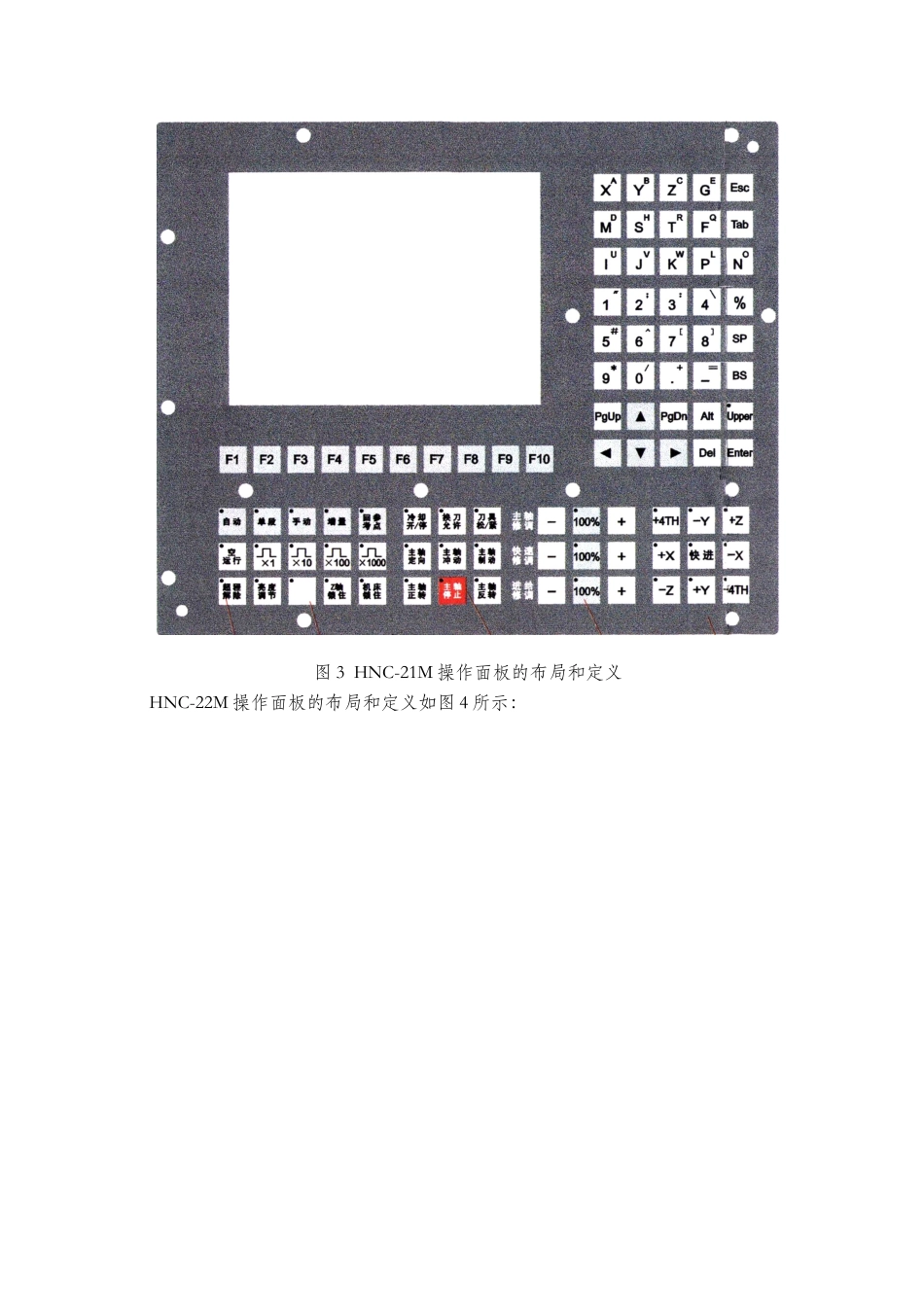
华中“世纪星”数控系统(HNC-21T/M、HNC-22M)数控大赛用系统的技术说明一、前言全国数控技能大赛现场华中“世纪星”系统的具体配套情况为:10台车床配“世纪星”车削数控系统(HNC-21T),10台铣床配“世纪星”铣削数控系统(HNC-21M),6台加工中心配“世纪星”铣削数控系统(HNC-22M)。现场所有“世纪星”系统都采用升级版的华中“世纪星”系统软件。关于升级版的华中“世纪星”系统的操作说明书、编程说明书和软件都可在华中数控系统股份公司网站上下载:www.huazhongcnc.com。二、现场系统与本公司类似型号的主要区别1、“世纪星”车削数控系统全国数控技能大赛现场用“世纪星”车削数控系统(HNC-21T)与本公司其他类似型号“世纪星”车削数控系统(HNC-22T)的主要区别有两点:(1)数控装置显示器HNC-21T配7.7英寸以上彩色液晶显示器,分辨率≥640×480象素;HNC-22T配10.4英寸以上TFT彩色液晶显示器,分辨率≥640×480象素。(2)数控操作面板按钮的布局和定义HNC-21T操作面板的布局和定义如图1所示:图1HNC-21T操作面板按钮的布局和定义HNC-22T操作面板的布局和定义如图2所示:图2HNC-22T操作面板按钮的布局和定义除了上述两点,大赛现场用数控系统,在编程指令上是与本公司其他类似型号“世纪星”车削数控系统(HNC-22T)是完全一致的。2、“世纪星”铣削数控系统全国数控技能大赛现场用“世纪星”铣削数控系统(HNC-21M)和“世纪星”铣削数控系统(HNC-22M)的主要区别有两点:(1)数控装置显示器HNC-21M配7.7英寸以上彩色液晶显示器,分辨率≥640×480象素;HNC-22M配10.4英寸以上TFT彩色液晶显示器,分辨率≥640×480象素。(2)数控操作面板按钮的布局和定义HNC-21M操作面板的布局和定义如图3所示:图3HNC-21M操作面板的布局和定义HNC-22M操作面板的布局和定义如图4所示:图4HNC-22M操作面板的布局和定义除了上述两点,“世纪星”铣削数控系统(HNC-21M)和“世纪星”铣削数控系统(HNC-22M)在编程指令上是完全一致的。三、实际指令、功能与操作说明书、编程说明书的区别1、HNC-21T实际指令与编程说明书的区别指令现场使用的系统编程说明书说明G00:快速定位有有G01:直线插补有有G02:顺圆插补有有G03:逆圆插补有有G04:暂停有有G20:英寸输入有有G21:毫米输入有有G28:返回到参考点有有G29:由参考点返回有有G32:螺纹切削有有G36:直径编程有有G37:半径编程有有G40:刀尖半径补偿取消有有G41:左刀补有有G42:右刀补有有...