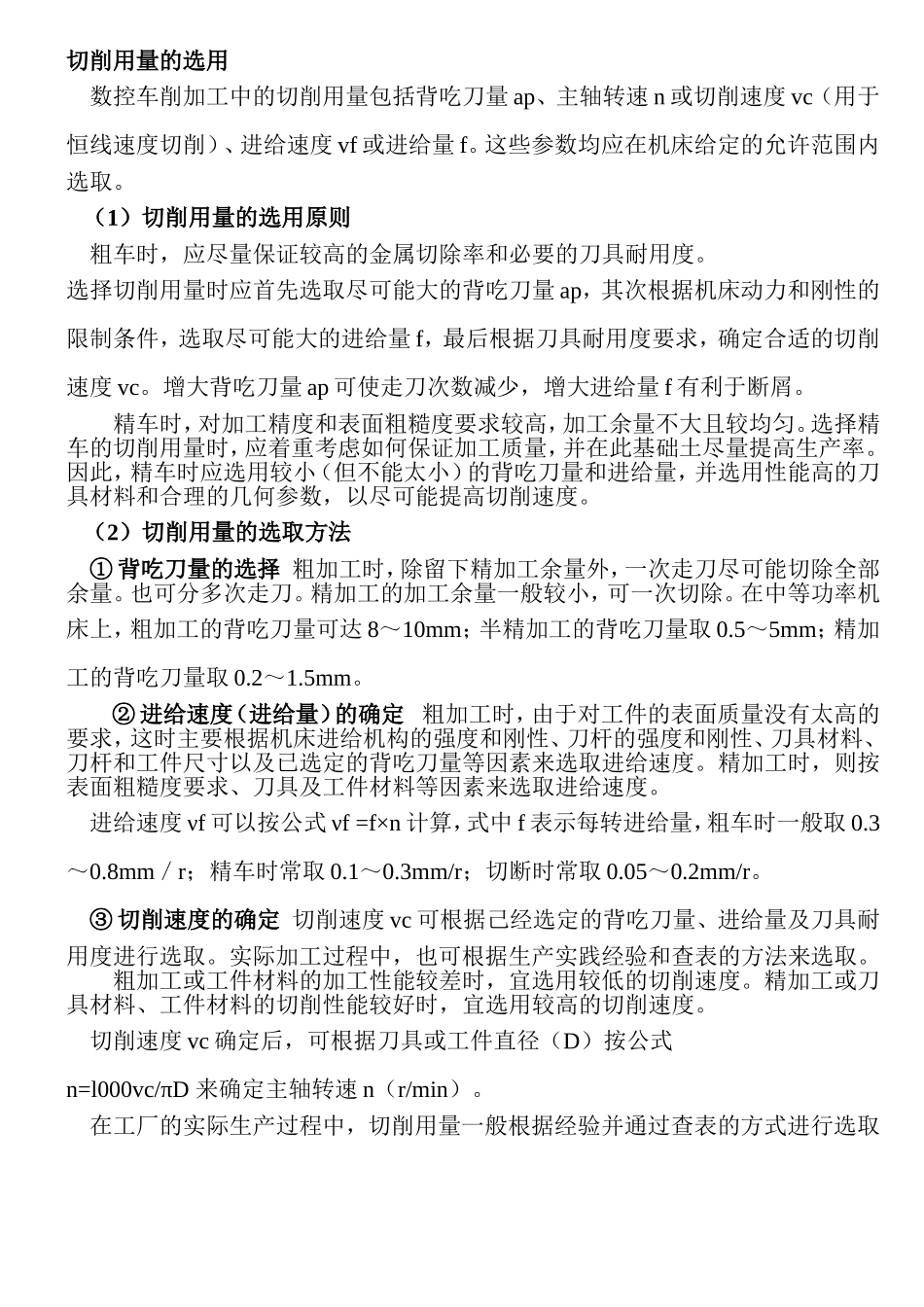
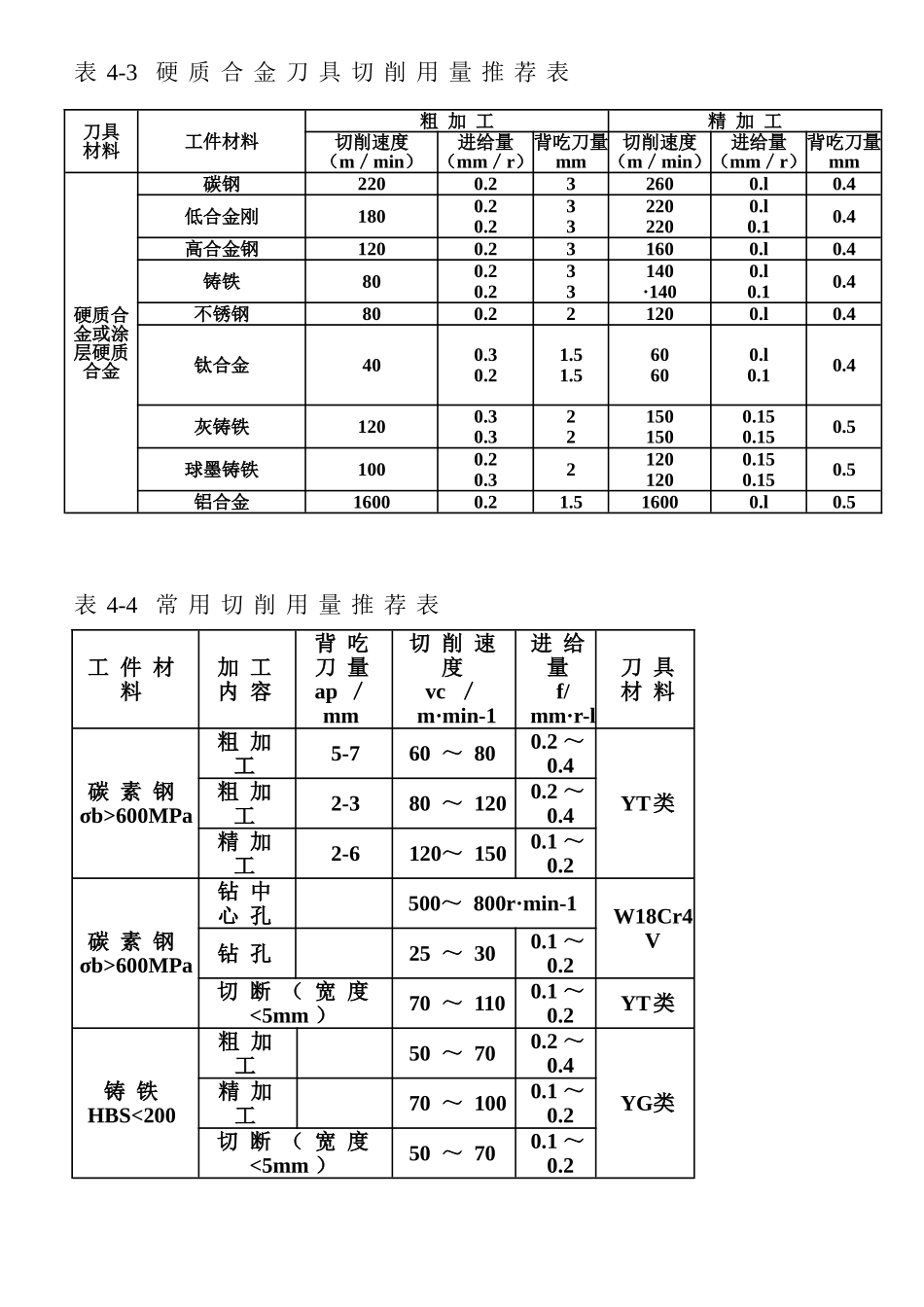
切削用量的选用数控车削加工中的切削用量包括背吃刀量ap、主轴转速n或切削速度vc(用于恒线速度切削)、进给速度vf或进给量f。这些参数均应在机床给定的允许范围内选取。(1)切削用量的选用原则粗车时,应尽量保证较高的金属切除率和必要的刀具耐用度。选择切削用量时应首先选取尽可能大的背吃刀量ap,其次根据机床动力和刚性的限制条件,选取尽可能大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度vc。增大背吃刀量ap可使走刀次数减少,增大进给量f有利于断屑。精车时,对加工精度和表面粗糙度要求较高,加工余量不大且较均匀。选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础土尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量和进给量,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。(2)切削用量的选取方法①背吃刀量的选择粗加工时,除留下精加工余量外,一次走刀尽可能切除全部余量。也可分多次走刀。精加工的加工余量一般较小,可一次切除。在中等功率机床上,粗加工的背吃刀量可达8~10mm;半精加工的背吃刀量取0.5~5mm;精加工的背吃刀量取0.2~1.5mm。②进给速度(进给量)的确定粗加工时,由于对工件的表面质量没有太高的要求,这时主要根据机床进给机构的强度和刚性、刀杆的强度和刚性、刀具材料、刀杆和工件尺寸以及已选定的背吃刀量等因素来选取进给速度。精加工时,则按表面粗糙度要求、刀具及工件材料等因素来选取进给速度。进给速度νf可以按公式νf=f×n计算,式中f表示每转进给量,粗车时一般取0.3~0.8mm/r;精车时常取0.1~0.3mm/r;切断时常取0.05~0.2mm/r。③切削速度的确定切削速度vc可根据己经选定的背吃刀量、进给量及刀具耐用度进行选取。实际加工过程中,也可根据生产实践经验和查表的方法来选取。粗加工或工件材料的加工性能较差时,宜选用较低的切削速度。精加工或刀具材料、工件材料的切削性能较好时,宜选用较高的切削速度。切削速度vc确定后,可根据刀具或工件直径(D)按公式n=l000vc/πD来确定主轴转速n(r/min)。在工厂的实际生产过程中,切削用量一般根据经验并通过查表的方式进行选取表4-3硬质合金刀具切削用量推荐表表4-4常用切削用量推荐表工件材料加工内容背吃刀量ap/mm切削速度vc/m·min-1进给量f/mm·r-l刀具材料碳素钢σb>600MPa粗加工5-760~800.2~0.4YT类粗加工2-380~1200.2~0.4精加工2-6120~1500.1~0.2碳素钢σb>600MPa钻...