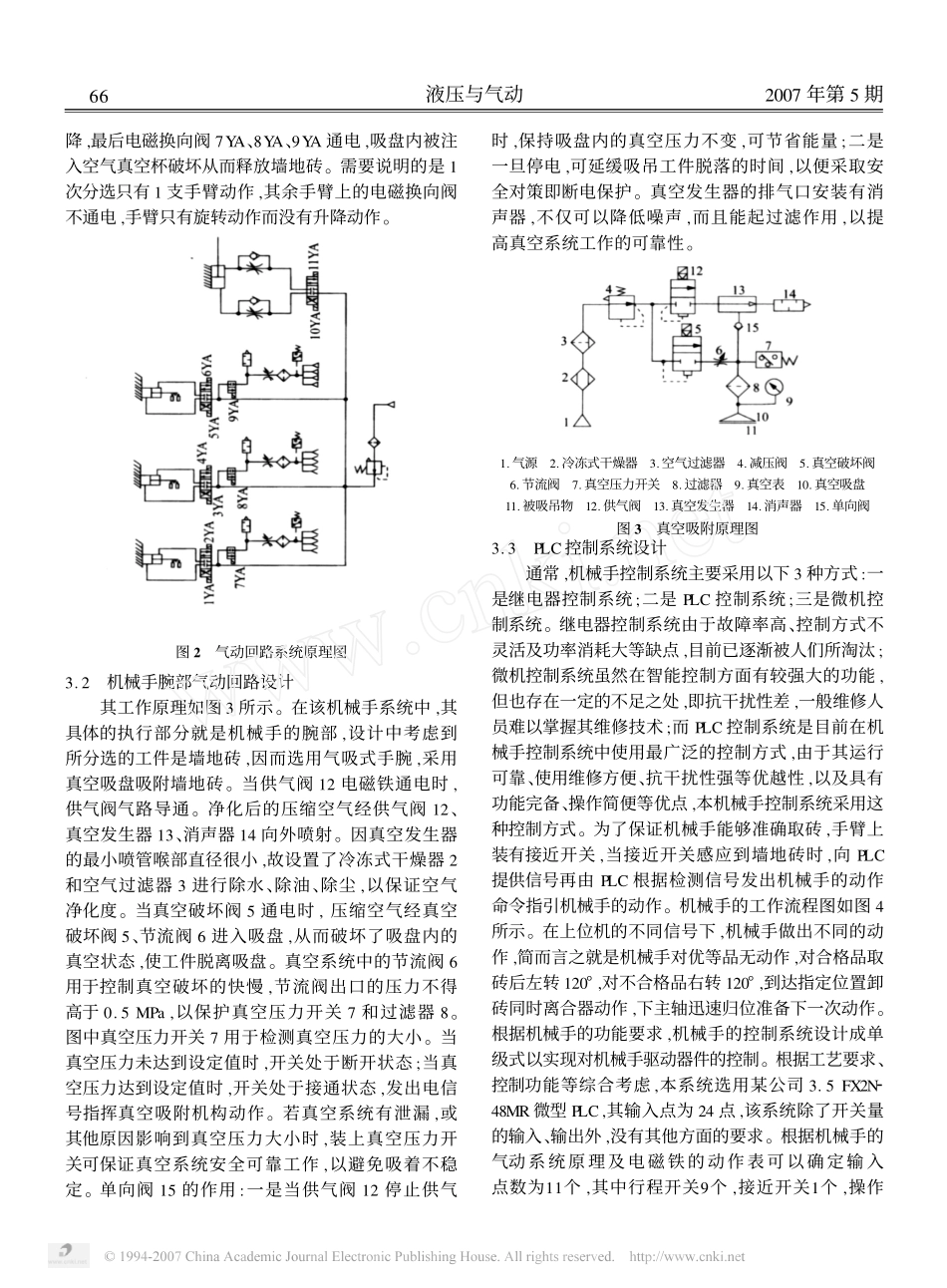
陶瓷墙地砖分检机械手运动及控制系统的设计聂陶荪1,程洪涛1,梁刚2,田锋1,黄金源1MovementandControlSystemDesignoftheCeramicTileCategorizingMantpulatorNIETao2sun1,CHENGHong2tao1,LIANGGang2,TIANFeng1,HUANGJin2yuan1(1.景德镇陶瓷学院,江西省景德镇333001;2.景德镇高等专科学校,江西省景德镇333000)摘要:对陶瓷墙地砖全自动检测生产线的均布三臂回转式分检机械手进行了运动及控制系统设计。其机座的回转及手臂的升降等运动采用气动驱动,手腕采用具有断电保护的真空吸盘吸附方式,控制运动的PLC系统采用了先进的模块化设计,具有可靠性高、抗干扰能力强和易于操控的特点。关键词:陶瓷墙地砖;分检机械手;控制系统;可编程控制器中图分类号:TB21文献标识码:B文章编号:100024858(2007)05200652031前言针对我国陶瓷墙地砖行业的迅速发展而检测技术却仍停留在人工随机抽检的现状,文献[1]提出了基于光纤传感器的墙地砖自动检测技术,该技术可以避免漏检,保证检测质量且实现自动分级码垛。该检测生产线中对被检测后的墙地砖进行分级码垛的机械手目前在国内尚无现成的产品。因而为实现该检测生产线的功能,研制一种适用的分检码垛机械手是完全必要的。本文主要针对均布三臂回转式分检机械手的运动和控制系统进行了研究和设计。2检测生产线工作原理该检测生产线采用反射式光纤传感器作测量头,对墙地砖表面进行多点检测。其工艺流程为:墙地砖由输送带输送,当墙地砖到达正确的检测位置时,被光眼检测到,控制系统启动传感器对墙地砖进行测量,测量数据经过计算机处理,并按国家标准[5]分为优、合格、不合格3个等级。根据处理结果,中央控制器控制分检机械手将不同等级的墙地砖输送至不同的方向,最后由码垛机将各等级墙地砖分别收集码垛。该检测生产线示意图见图1。图1检测生产线示意图该机械手采取均布回转式结构,从而保证了机械手随时都有一手臂处于生产线取砖的位置。墙地砖按所检测的结果分为3个不同等级分别输送堆放在3个码垛位置,优等品有输送线送至码垛1,机械手不动作;合格品与不合格品分别有机械手取至码垛位置2,码垛位置3。3机械手运动及控制系统设计3.1气动回路系统设计采用均布三臂回转式结构,其机械手的主要动作归纳为手臂的升降、吸盘的吸附与松开、机座的旋转,这3个动作分别由升降气缸、吸盘和双作用气缸来完成;其次,采用换向阀来实现动作的交替变化。气动回路系统原理图如图2所示。收稿日期:2006210213作者简介:聂陶荪(1946—),男,江西南昌人,教授,主...