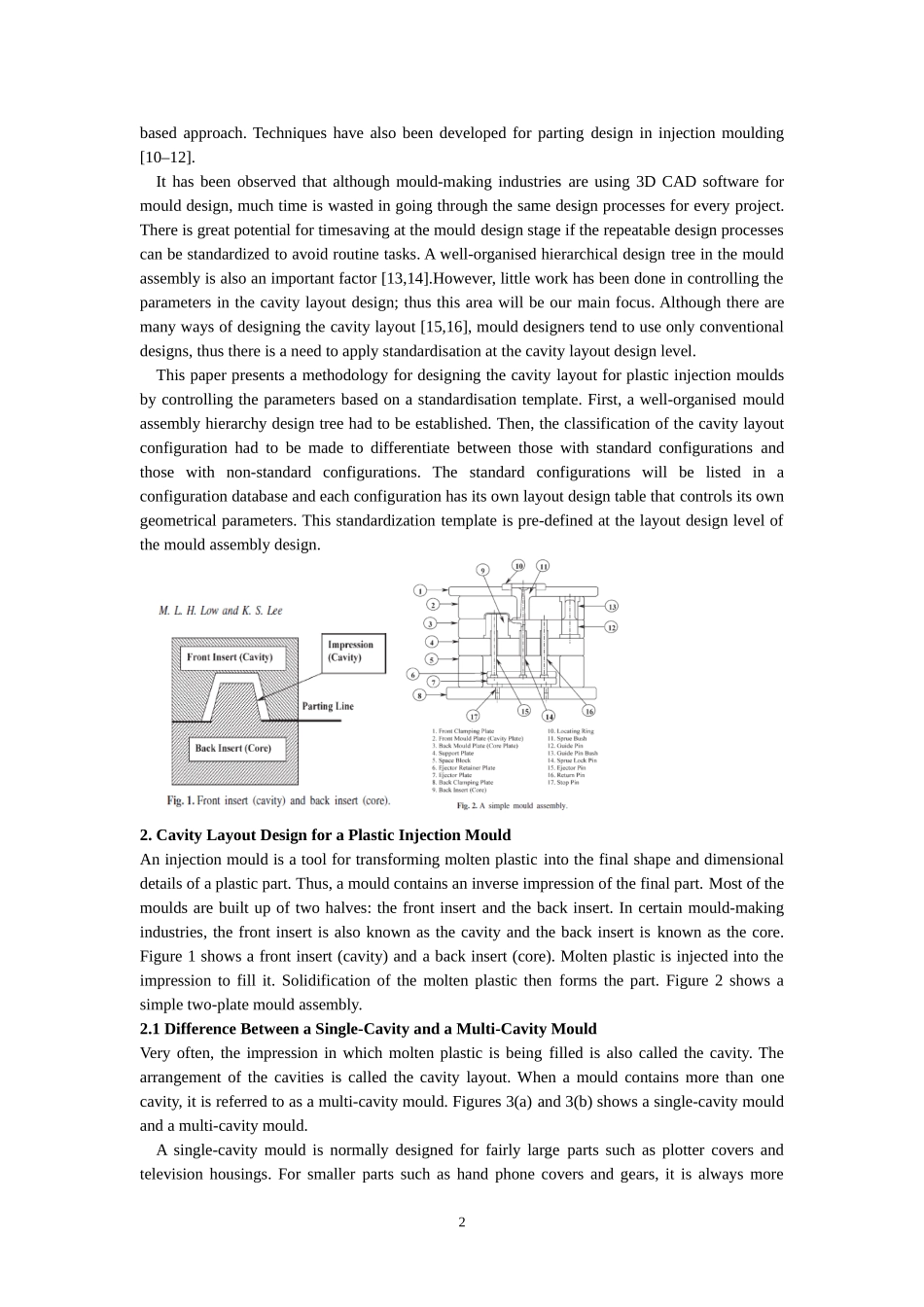
嘉兴学院南湖学院外文文献翻译译文题目:拉钩的冷冲模设计系别:机电工程系专业:机械设计制造及其自动化班级:机械N061学号:2006456790601学生姓名:潘晓慧一、外文原文AParametric-ControlledCavityLayoutDesignSystemforaPlasticInjectionMouldM.L.H.LowandK.S.LeeDepartmentofMechanicalEngineering,NationalUniversityofSingapore,SingaporeToday,thetime-to-marketforplasticproductsisbecomingshorter,thustheleadtimeavailableformakingtheinjectionmouldisdecreasing.Thereispotentialfortimesavinginthemoulddesignstagebecauseadesignprocessthatisrepeatableforeverymoulddesigncanbestandardised.Thispaperpresentsamethodologyfordesigningthecavitylayoutforplasticinjectionmouldsbycontrollingthegeometricalparametersusingastandardisationtemplate.Thestandardizationtemplateforthecavitylayoutdesignconsistsoftheconfigurationsforthepossiblelayouts.Eachconfigurationofthelayoutdesignhasitsownlayoutdesigntableofallthegeometricalparameters.Thisstandardisationtemplateispre-definedatthelayoutdesignlevelofthemouldassemblydesign.Thisensuresthattherequiredconfigurationcanbeloadedintothemouldassemblydesignveryquickly,withouttheneedtoredesignthelayout.Thismakesitusefulintechnicaldiscussionsbetweentheproductdesignersandmoulddesignerspriortothemanufactureofthemould.Changescanbemadetothe3Dcavitylayoutdesignimmediatelyduringthediscussions,thussavingtimeandavoidingmiscommunication.Thisstandardisationtemplateforthecavitylayoutdesigncanbecustomisedeasilyforeachmouldmakingcompanytotheirownstandards.Keywords:Cavitylayoutdesign;Geometricalparameters;Mouldassembly;Plasticinjectionmoulddesign;Standardisationtemplate1.IntroductionPlasticinjectionmouldingisacommonmethodforthemassproductionofplasticpartswithgoodtolerances.Therearetwomainitemsthatarerequiredforplasticinjectionmoulding.Theyaretheinjection-mouldingmachineandtheinjectionmould.Theinjection-mouldingmachinehasthemouldmountedonitandprovidesthemechanismformoltenplastictransferfromthemachinetothemould,clampingthemouldbytheapplicationofpressureandtheejectionoftheformedplasticp...