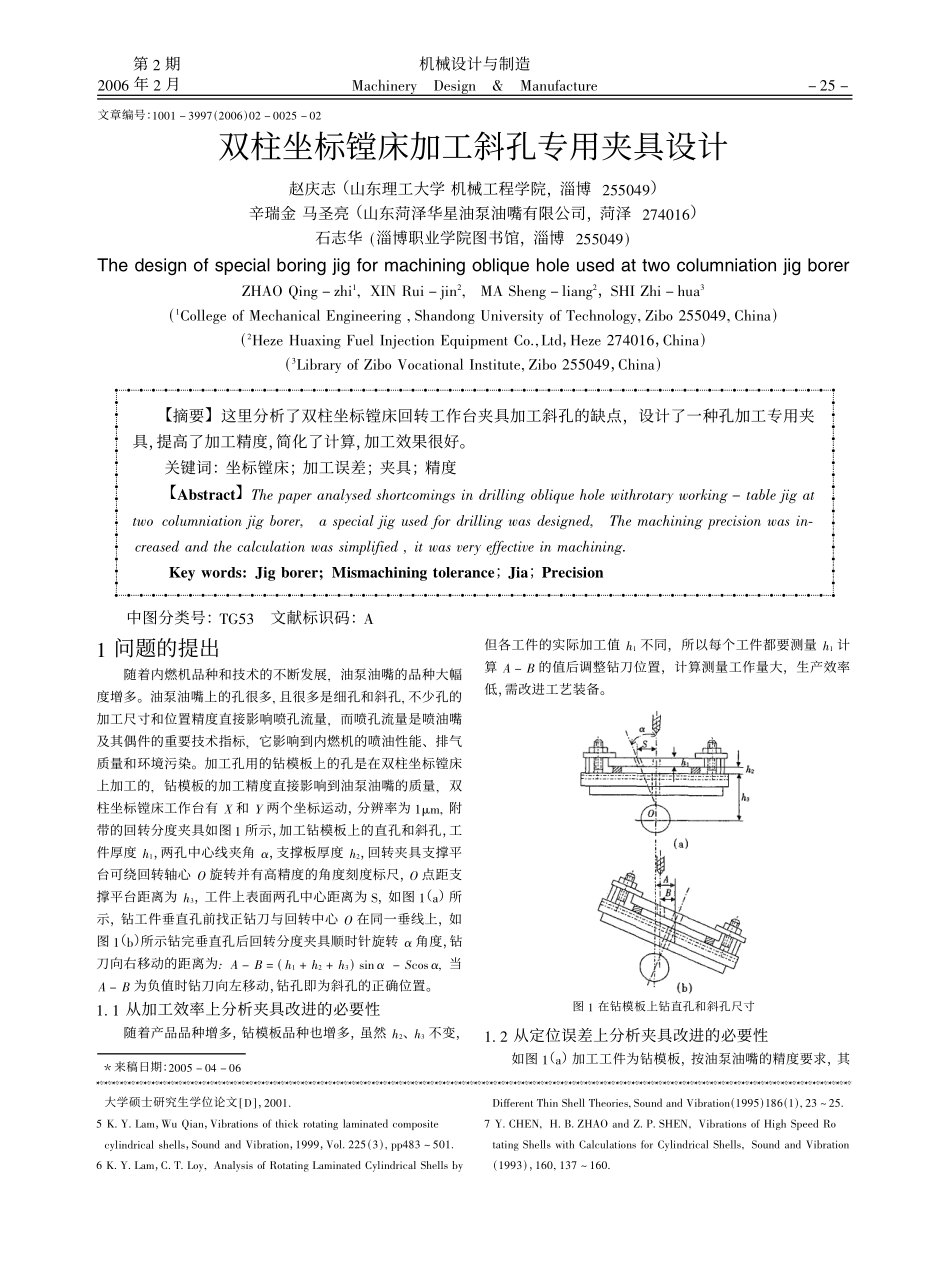
双柱坐标镗床加工斜孔专用夹具设计赵庆志(山东理工大学机械工程学院,淄博!""#$%)辛瑞金马圣亮(山东菏泽华星油泵油嘴有限公司,菏泽!&$#’()石志华)淄博职业学院图书馆,淄博!""#$%*!"#$#%&’()*%+#,&-./)0&(’1&’*)02-,"&(&(’)/.&34#").#4%#$-556),).42(&-5&)(1&’/)0#0+,-./0123450’6789:;03<01!6=->5?123@0A12!,>,8+5035;AB)’CD@@?2?DE=?F5A10FA@G1201??H0126>5A1ID12J10K?HL0MNDEO?F51D@D2N6+0PD!""#$%6C501A*)!,?4?,;AQ012R;?@81D;1IA1IX0PHAM0D1,’%%%,XD@V!!")B*6TT$aBb"#’V(]V^VWAU,CVOVWDN6-1A@NL0LDE:DMAM012WAU01AM?ICN@01IH0FA@>5?@@LPN[0EE?H?1MO501>5?@@O5?DH0?L6>D;1IA1IX0PHAM0D1)’%%"*’a()’*6!Bb!"V&^VC,G96,VcV+,-.A1I+VdV>,G96X0PHAM0D1LDE,025>T??I:DMAM012>5?@@Le0M5CA@F;@AM0D1LEDHCN@01IH0FA@>5?@@L6>D;1IA1IX0PHAM0D1)’%%B*,’(#6’B&b’(#VIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII#来稿日期:!##"3#$3#(文章编号:’##’3B%%&)!##(*#!3##!"3#!第!期机械设计与制造!##(年!月=AF501?HN[?L021f=A1;EAFM;H?3!"3图’在钻模板上钻直孔和斜孔尺寸’问题的提出随着内燃机品种和技术的不断发展6油泵油嘴的品种大幅度增多。油泵油嘴上的孔很多6且很多是细孔和斜孔6不少孔的加工尺寸和位置精度直接影响喷...