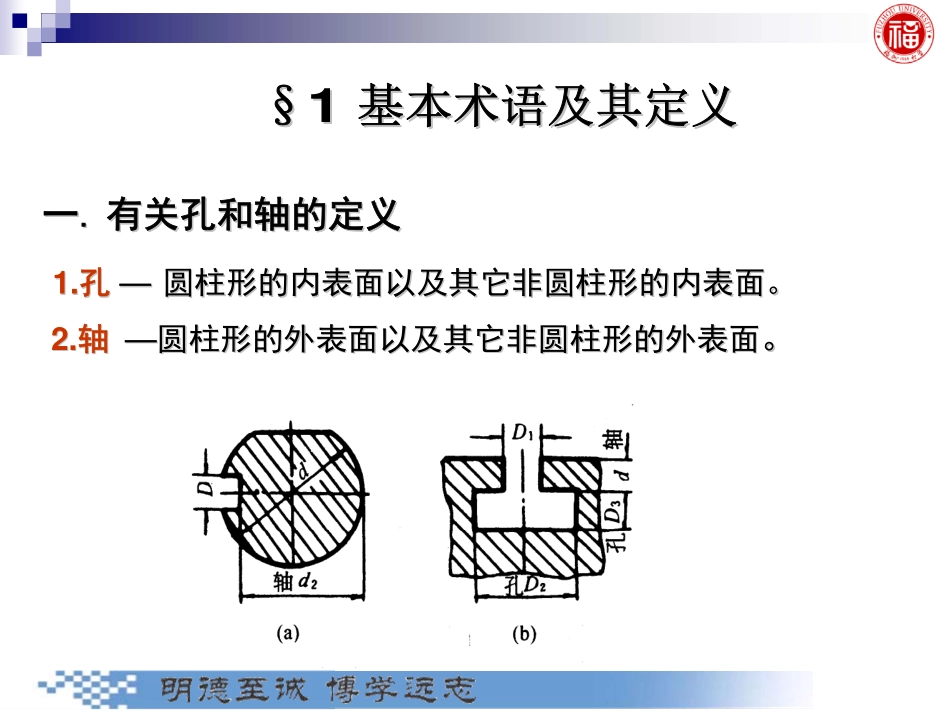
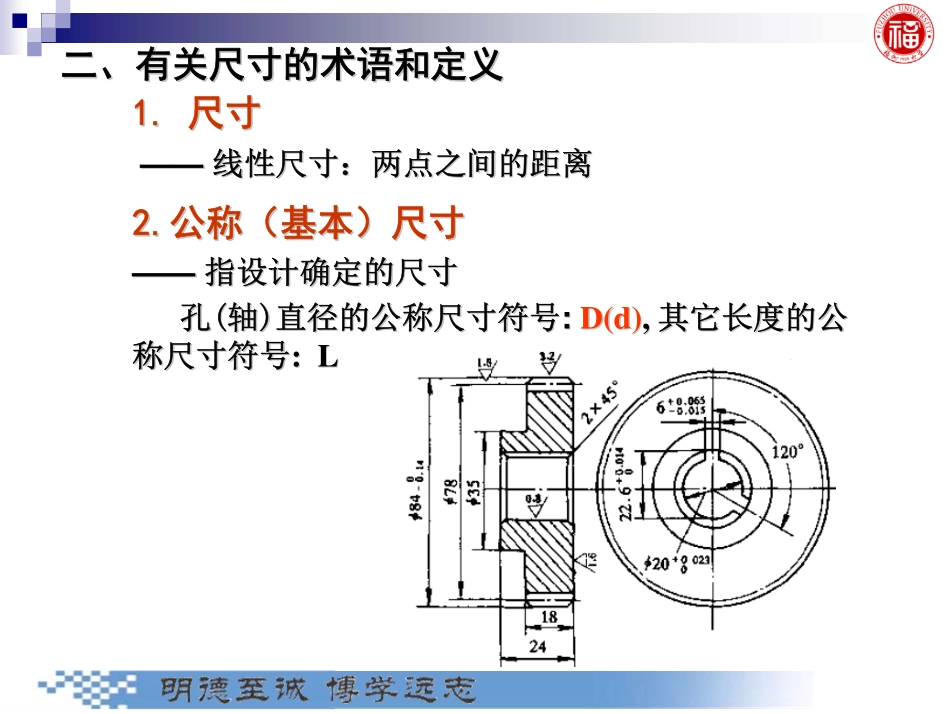
第三章孔、轴公差与配合�基本术语及其定义�孔与轴的标准公差和基本偏差系列�常用尺寸孔、轴公差与配合的选择一.一.有关孔和轴的定义有关孔和轴的定义1.1.孔孔——圆柱形的内表面以及其它非圆柱形的内表面。圆柱形的内表面以及其它非圆柱形的内表面。2.2.轴轴——圆柱形的外表面以及其它非圆柱形的外表面圆柱形的外表面以及其它非圆柱形的外表面。。§§11基本术语及其定义基本术语及其定义二、有关尺寸的术语和定义二、有关尺寸的术语和定义2.2.公称(公称(基本)尺寸基本)尺寸————指设计确定的尺寸指设计确定的尺寸孔孔((轴轴))直径的直径的公称尺寸符号公称尺寸符号::D(dD(d)),,其它长度的公其它长度的公称尺寸符号称尺寸符号:L:L1.1.尺寸尺寸————线性尺寸:两点之间的距离线性尺寸:两点之间的距离DDaaddaa•孔(轴)直径的实际尺寸符号:Da(da)3.实际尺寸————零件加工后通过测量所获得的尺寸Dmindmax4.4.极限尺寸极限尺寸————指一个孔或轴允许的尺寸的两个极端值Dmaxdmin孔轴零件合格的条件:最大极限尺寸最大极限尺寸≥实际尺寸≥最小极限尺寸最小极限尺寸DDmaxmax≥Da≥DDminminddmaxmax≥da≥ddminmin三、有关偏差和公差的术语及定义三、有关偏差和公差的术语及定义1.1.尺寸偏差尺寸偏差实际尺寸实际尺寸––公称尺寸公称尺寸==实际偏实际偏差差————某一尺寸与公称尺寸的某一尺寸与公称尺寸的代数差代数差孔孔DaDa––DD==EEaa轴轴dada––DD==eeaa极限尺寸极限尺寸––公称尺寸公称尺寸==极限偏差极限偏差最大极限尺寸最大极限尺寸––公称尺寸公称尺寸==上偏差上偏差孔孔DmaxDmax––D=D=ESES轴轴dmaxdmax––D=D=esesESES:ecartsuperieur的缩写,来自法文最小极限尺寸最小极限尺寸––公称尺寸公称尺寸==下偏差下偏差孔孔DminDmin––D=D=EIEI轴轴dmindmin––D=D=eieiEIEI:ecartinferieur的缩写,来自法文有了偏差的概念后,尺寸合格条件也可表示为:有了偏差的概念后,尺寸合格条件也可表示为:上偏差上偏差≥实际偏差≥下偏差下偏差ESES≥Ea≥EEIIeses≥ea≥eiei2.2.尺寸公差尺寸公差————允许尺寸的变动量允许尺寸的变动量��孔、轴的尺寸公差用符号孔、轴的尺寸公差用符号TThh、、TTss表示表示::TThh==DDmaxmax--DDminmin=ES=ES--EIEITTss==ddmaxmax--ddminmin==eses--eiei��尺寸公差用符号尺寸公差用符号TT表示表示((ToleranceTolerance))零线下偏差上偏差轴孔最大极限尺寸最小极限...