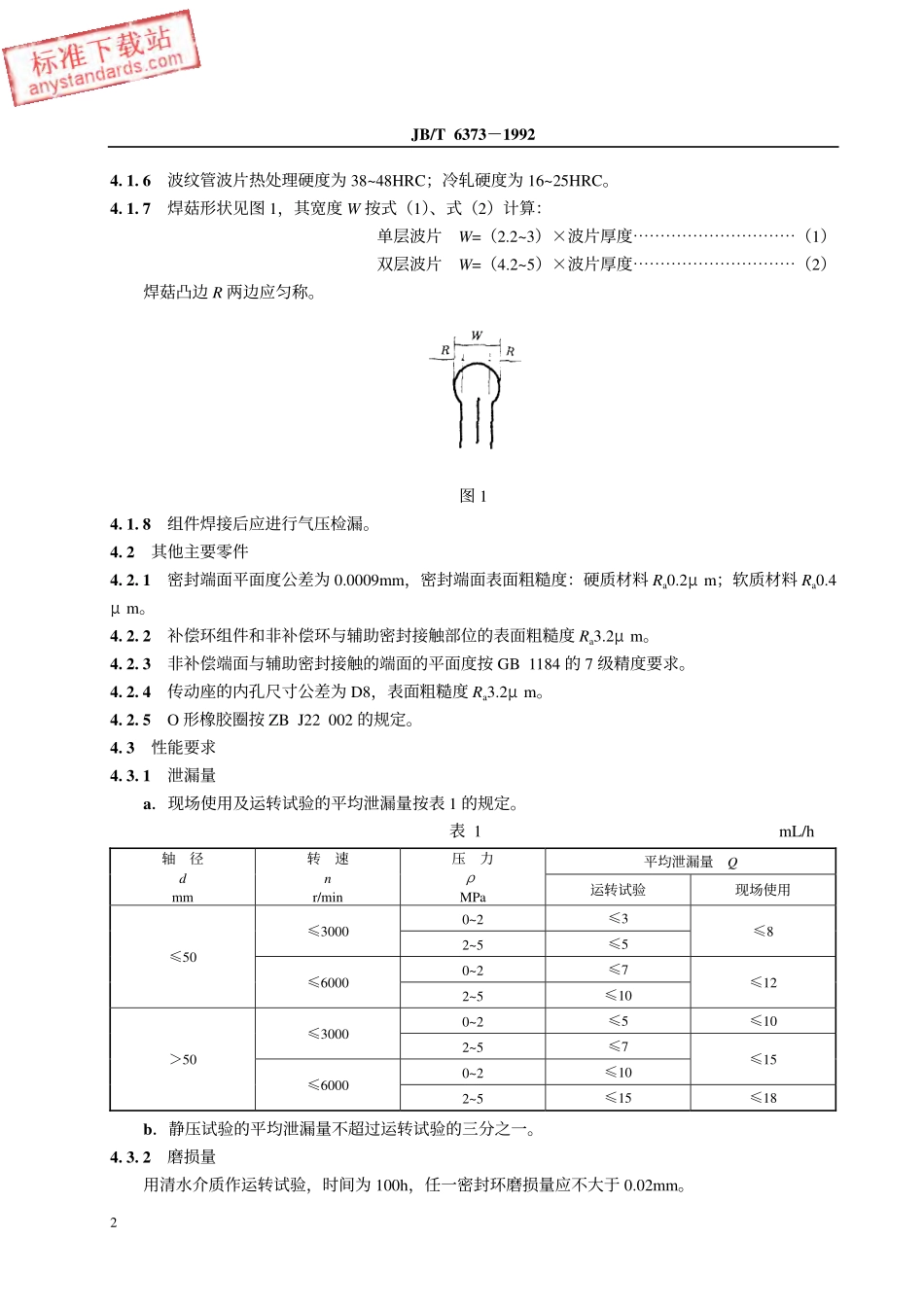
J22JB/T6373-1992焊接金属波纹管机械密封技术条件1992-07-15发布1993-01-01实施中华人民共和国机械电子工业部发布www.bzfxw.com11主题内容与适用范围本标准规定了焊接金属波纹管机械密封的术语、技术要求、检验规则与检验方法、试验方法等内容。本标准适用于焊接金属波纹管机械密封,其工作参数为:工作压力0~2MPa(单层波片),2~5MPa(双层波片)(指密封腔内实际压力);工作温度为–200~300℃(指密封腔内实际温度);转速不大于6000r/min;介质为清水、油类、溶剂及一般腐蚀性液体。2引用标准GB1184形状和位置公差未注公差的规定GB6556机械密封的型式、主要尺寸、材料和识别标志ZBJ22002机械密封用O形橡胶圈ZB4236机械密封试验规范3术语3.1单层波片由两个波片焊接成组。3.2双层波片由四个波片焊接成组。3.3焊接波纹管组件由一组波纹管和两端环座组成的组件。3.4焊茹波片之间的焊接缝,其截面呈蘑菇状。4技术要求4.1焊接金属波纹管组件4.1.1外观质量:焊菇不得有裂纹、气孔、杂质等缺陷。4.1.2焊接金属波纹管组件压缩至工作长度时,弹力应符合设计值,其允差为±15%。4.1.3自由高度应符合设计值,允差为±2mm。4.1.4两端环座平行度公差为0.5mm。4.1.5以工作高度为准,以±2mm为行程,30min内反复位移变动100次后,其弹力、自由高度应符合4.1.2条、4.1.3条的要求。机械电子工业部1992-07-15批准中华人民共和国机械行业标准焊接金属波纹管机械密封技术条件JB/T6373-19921993-01-01实施www.bzfxw.comJB/T6373-199224.1.6波纹管波片热处理硬度为38~48HRC;冷轧硬度为16~25HRC。4.1.7焊菇形状见图1,其宽度W按式(1)、式(2)计算:单层波片W=(2.2~3)×波片厚度⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1)双层波片W=(4.2~5)×波片厚度⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2)焊菇凸边R两边应匀称。图14.1.8组件焊接后应进行气压检漏。4.2其他主要零件4.2.1密封端面平面度公差为0.0009mm,密封端面表面粗糙度:硬质材料Ra0.2μm;软质材料Ra0.4μm。4.2.2补偿环组件和非补偿环与辅助密封接触部位的表面粗糙度Ra3.2μm。4.2.3非补偿端面与辅助密封接触的端面的平面度按GB1184的7级精度要求。4.2.4传动座的内孔尺寸公差为D8,表面粗糙度Ra3.2μm。4.2.5O形橡胶圈按ZBJ22002的规定。4.3性能要求4.3.1泄漏量a.现场使用及运转试验的平均泄漏量按表1的规定。表1mL/h平均泄漏量Q轴径dmm转速nr/min压力ρMPa运转试验现场使用0~2≤3≤30002~5≤5≤80~2≤7≤50≤60002~5≤10≤120~2...