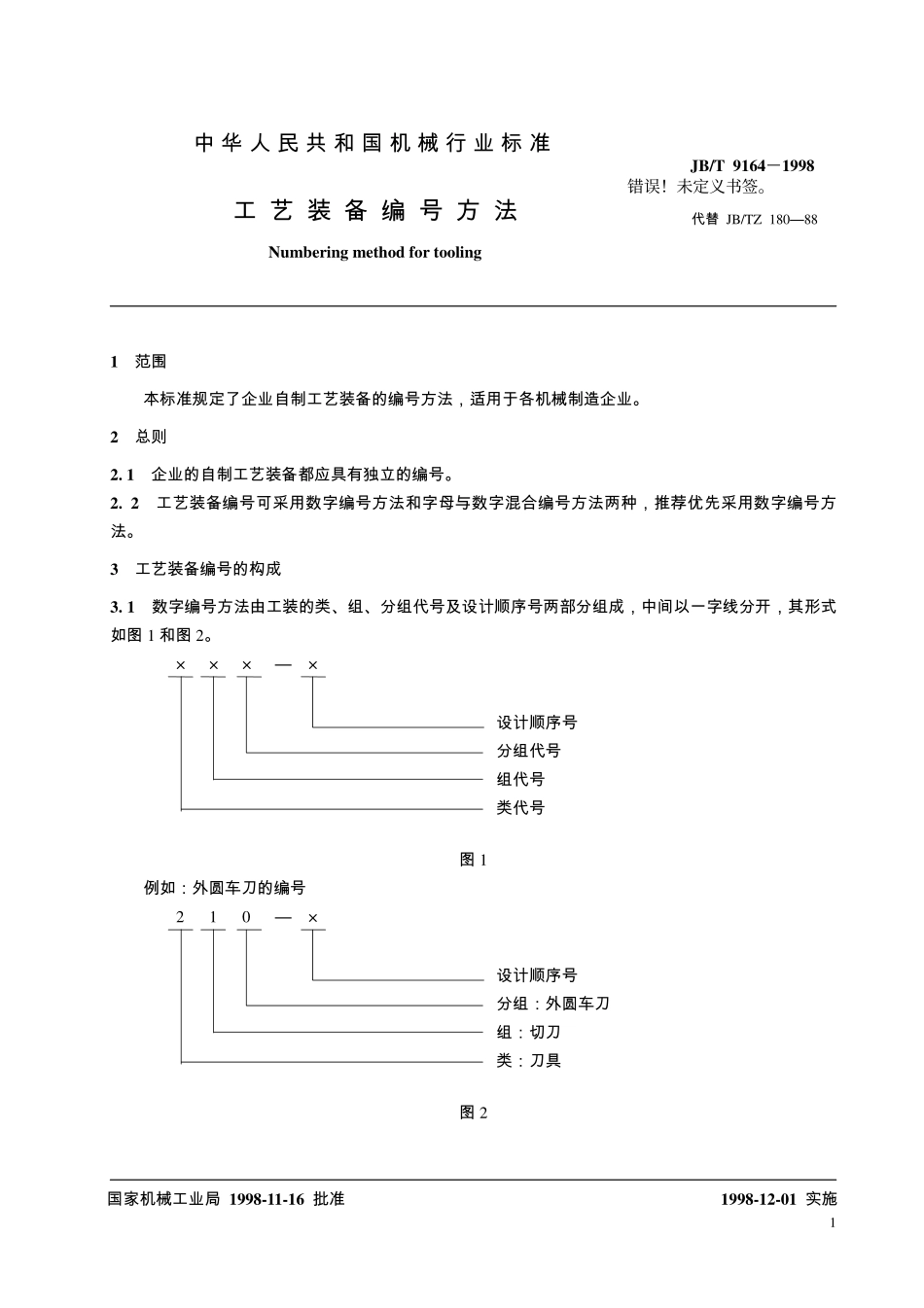
ICS25.010J30JB/T9164-1998工艺装备编号方法Numberingmethodfortooling1998-11-16发布1998-12-01实施国家机械工业局发布前言本标准是对JB/Z180—88《工艺装备编号方法》的修订,修订时只作了编辑性修改,主要技术内容未改变。本标准自实施之日起,同时代替JB/Z180—88。本标准的附录A为提示的附录。本标准由机械科学研究院提出并归口。本标准主要负责起草单位:机械科学研究院。本标准主要起草人:马贤智、李勤、艾廷远、石俊伟。JB/T9164-199811范围本标准规定了企业自制工艺装备的编号方法,适用于各机械制造企业。2总则2.1企业的自制工艺装备都应具有独立的编号。2.2工艺装备编号可采用数字编号方法和字母与数字混合编号方法两种,推荐优先采用数字编号方法。3工艺装备编号的构成3.1数字编号方法由工装的类、组、分组代号及设计顺序号两部分组成,中间以一字线分开,其形式如图1和图2。×××—×图1例如:外圆车刀的编号210—×图2国家机械工业局1998-11-16批准中华人民共和国机械行业标准工艺装备编号方法NumberingmethodfortoolingJB/T9164-1998错误!未定义书签。代替JB/TZ180—881998-12-01实施设计顺序号分组代号组代号类代号设计顺序号分组:外圆车刀组:切刀类:刀具JB/T9164-199823.2字母和数字混合编号方法,由工装的类、组、分组代号及设计顺序号两部分组成,中间以一字线分开,其形式如图3和图4。×××—×图3例如:外圆车刀的编号D10—×图43.3必要时企业可在工装编号中加入下列内容:a)对每个分组再分型,型的代号由企业自行规定;b)在工装编号的首部加入产品代号和其它代号(如企业代号),其形式如图5。——××××—×图53.4若企业自制工装不多,可以只划分类、组,不再划分分组,其形式如图6。J10图63.5自制通用工艺装备可在类代号前加字母“T”。设计顺序号分组代号组代号类代号设计顺序号分组:外圆车刀组:切刀类:刀具其它代号产品代号设计顺序号型代号分组代号组代号类代号设计顺序号组:车床夹具类:夹具JB/T9164-199833.6工装做较大修改时,可在设计顺序号后加字母A、B、C等,以示区别。4工装类、组和分组的划分及代号4.1工装类的划分及代号见表1。4.2工装组的划分及代号见表2(类代号以数字表示为例)。4.3工装分组的划分及代号见表3~表9(类代号以数字表示为例)。表1工艺装备类的划分及代号类数字代号字母代号名称说明0R热加工用工装铸造、热压力加工、热处理、焊接、粉末冶金、非金属热加工用的工装1C冷压加工...