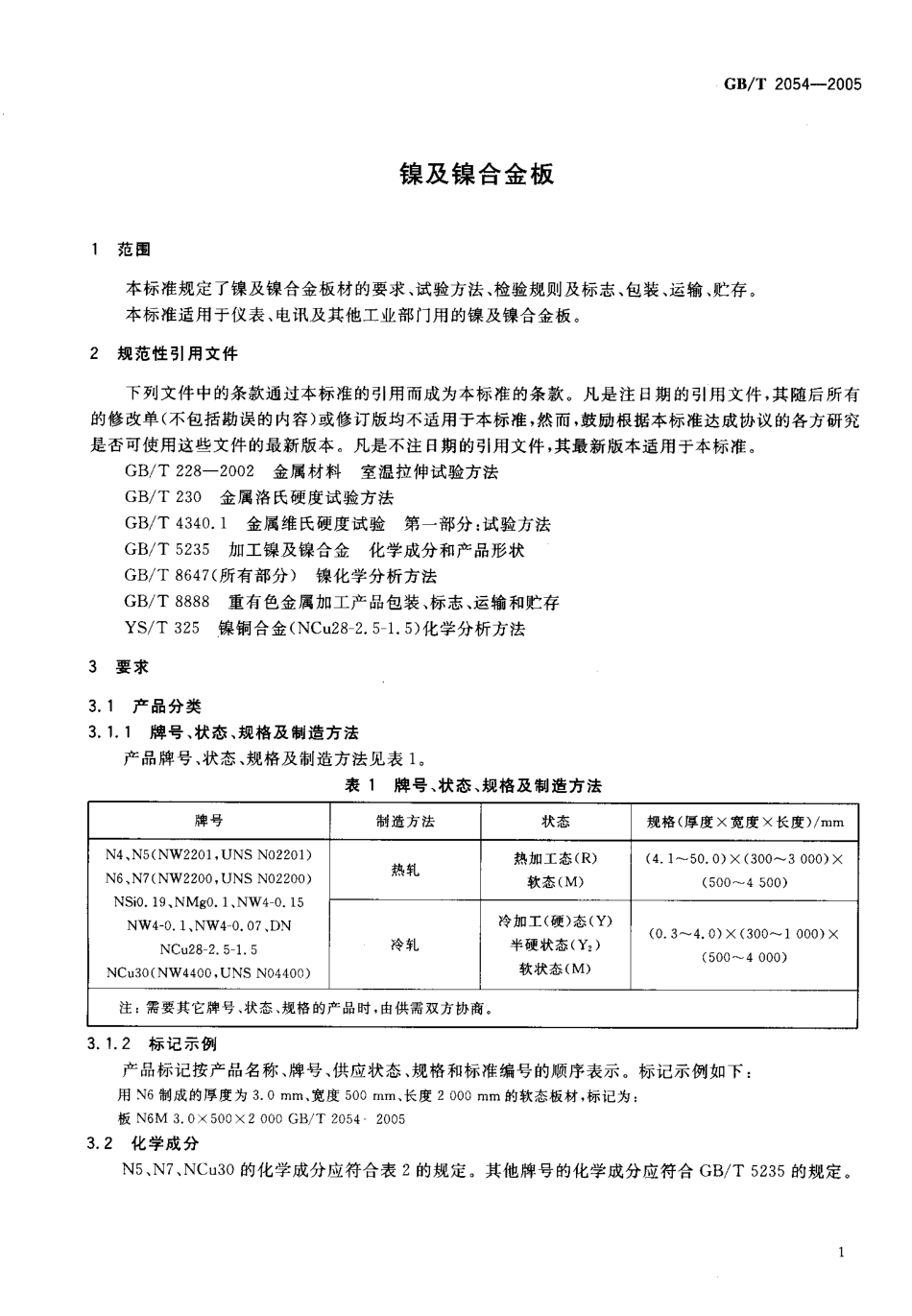
ICS77.150.40H62(t5黔中华人民共和国国家标准GB/T2054-2005代替GB/T2054-1980镍及镍合金板Nickelandnickelalloysheets2005-07-26发布2006-01-01实施中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会发布GB/T2054-2005前言本标准修订时参照了ISO6208-19928镍及镍合金厚板、薄板和带材》,ASTMB162-99((镍厚板、薄板和带材》和ASTMB127-98((镍铜合金厚板、薄板和带材》,力学性能等指标达到了ISO6208的相应规定。本标准是对GB/T2054-1980((镍及镍合金板》的修订,并合并了GB/T11088-1989《电真空器件用镍及镍合金板和带》中板材部分的内容。本标准与GB/T2054-1980和GB/T11088-1989相比,主要有以下变动:—根据市场需求,增加了纯镍牌号N4.—增加了N5和N7两个纯镍牌号及化学成分,并分别与ISO标准中的NW2201,NW2200和ASTM标准中的UNSN02201和UNSN02200牌号相对应。一一增加了Ncu30合金牌号,与ISO标准中NW4400和ASTM标准中UNSN04400牌号相同。—板材厚度范围,从原标准的。.5mm-20mm扩大到。.3mm-50mme--一板材的长、宽尺寸进行了修改,热轧板从原标准的宽度200mm-1000mm改为300mm-3000mm,长度800m。一1500mm改为500mm-4500mm:冷轧板从原标准的宽度100mm-1000mm改为300mm-1000mm,长度800mm-1500mm改为500mm-4000mm.-—尺寸公差由单向偏差改为双向偏差,并采用了ISO6208:1992的公差指标。一一热轧板的不平度等同采用了ISO6208:1992的规定—冷轧板的不平度由原标准的20mm和30mm加严到15mm和25mm.—板材的力学性能指标进行了全面调整,并增加了R,.,性能指标本标准由中国有色金属工业协会提出本标准由全国有色金属标准化技术委员会归口。本标准由宝鸡有色金属加工厂和沈阳有色金属加工厂负责起草。本标准主要起草人:王红武、黄永光、张平辉、刘关强、王丽、张海龙、杨丽娟。本标准由全国有色金属标准化技术委员会负责解释。本标准所代替的历次版本发布情况为:—YB709-1970,GB/T2054-1980;—YB757-1970,GB/T11088-1989板材部分。GB/T2054-2005镍及镍合金板范围本标准规定了镍及镍合金板材的要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于仪表、电讯及其他工业部门用的镍及镍合金板。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。...