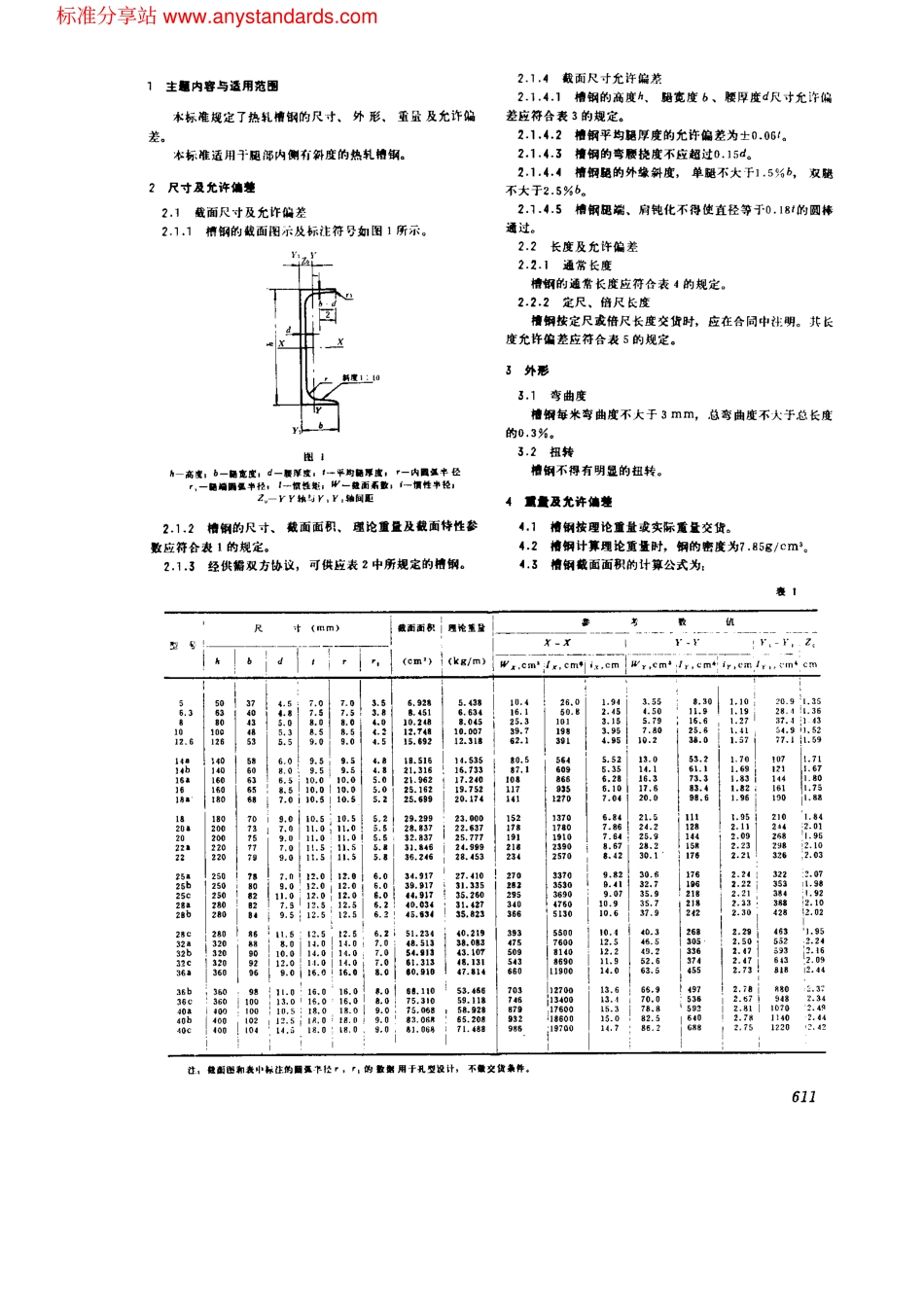
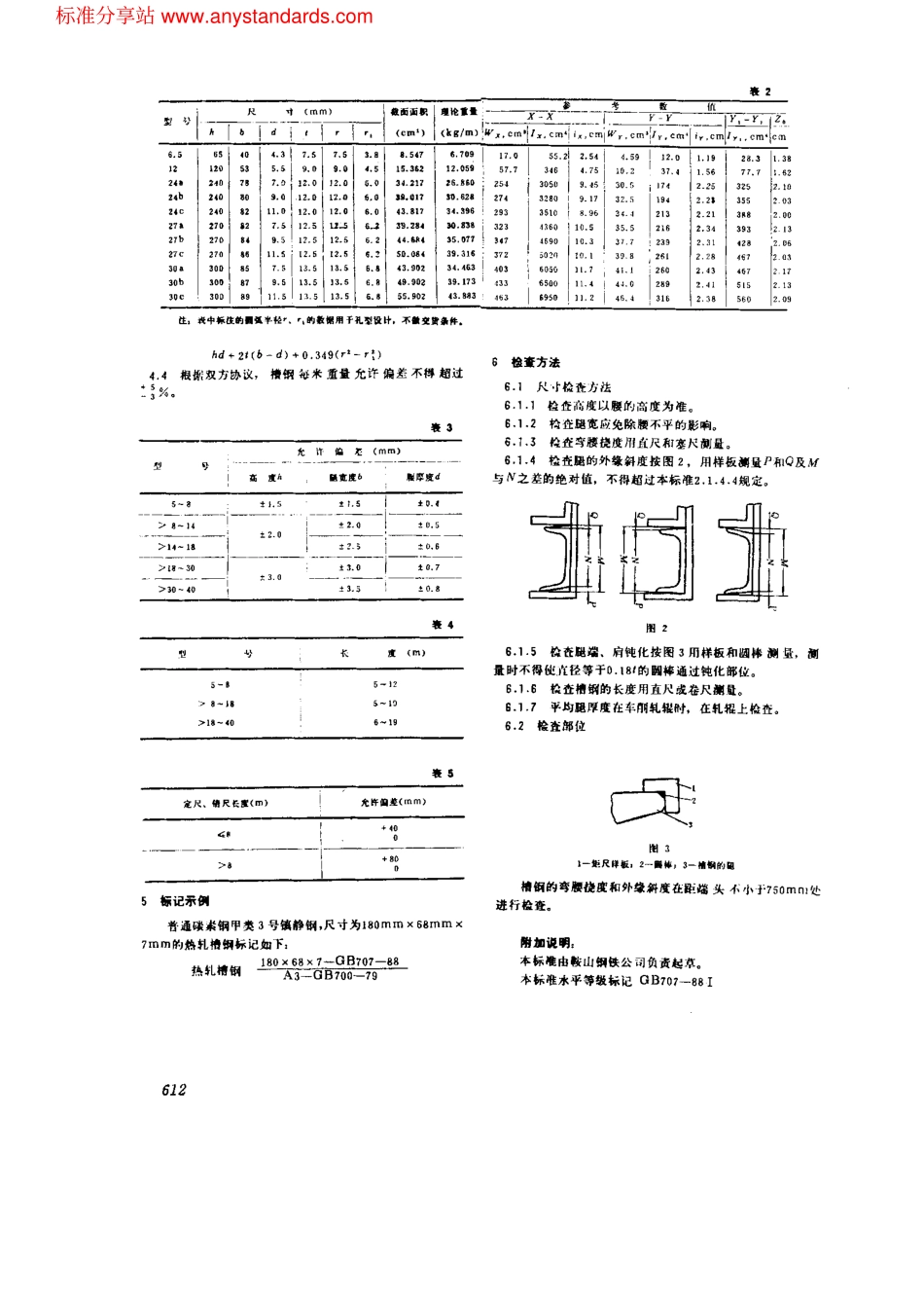
中华人民共和国国家标准、差轧槽钢尺寸、外形量及允许偏执一重Hot-rolledchannelsteel-Dimensionsshape,weightandtoleranceGB707-88中华人民共和国冶金工业部批准1988-08-09批准1989-07-01实施610标准分享站www.anystandards.com1生.内容与适用范围本标准规定了热轧槽钢的尺寸、外形、重量及允许偏差。本标准适用干腿部内侧有斜度的热轧抽钢。2尺寸及允许伯位2.1截面尺寸及允许偏差2.1.1梢钢的截面图示及标注符号如图1所示。2.1.4截面尺寸允许偏差2.1.4.1槽钢的高度h胳宽度b,腰厚度d尺寸允许偏差应符合表3的规定。2.1.4.2格钢平均腿厚度的允许偏差为10.0612.1.4.3抽钢的弯窟挠度不应超过0.15心2.1.4.4槽钢她的外缘斜度,单腿不大于1.5旦石6,双胳不大于2.5%bo2.1.4.5槽钢腿端、肩钝化不得使直径等于0.181的圆棒通过。2.2长度及允许偏差2.2.1通常长度槽钢的通常长度应符合表月的规定2.2.2定尺、倍尺长度格钢按定尺或倍尺长度交货时,应在合同中注明。其长度允许偏差应符合表5的规定。出1h-高度,b-q宜度.d-艘厚度;卜平均.耳度.r一内.盈半径r‘一日端圈盈半径.1-愉性处1W-妞面系盆1‘一旧性率径.P.一YY抽与Y.Y.轴间距3外形3.1弯曲度格铜每米弯曲度不大于3mm,总弯曲度不大于总长度的0.3%。3.2扭转擂钢不得有明显的扭转。4,,及允许伯位2.1.2槽钢的尺寸、截面面积、理论重盘及截面恃性参教应符合表t的规定。2.1.3经供需双方协议,可供应表2中所规定的槽钢。4.1擂钢按理论重量或实际置盘交货。4.2拍钢计算理论重童时,钢的密度为7.85g/cm'a4.3僧翻截面面积的计算公式为:容t尺t(mm){截面面积l几论段活含名吸优Ij1}X-X、_}I.,r.Z,,.{(cm)!(kg/m){Wcm"lcm1丫.C们1」二.om‘11.cm心份,cm八仁In‘cm135136闭闲﹃171田180175I8B阳19舒41湘加的眨肚弱砧知阳朋201360主.£去比“比坛17加56.7B10】哭临:一:10.4::8.535J.合1.01含45};一牛la口11b16a161丹.9.570.0:一:10.010.55.0台0.587.1108117Idl56dfi09日‘69751270);一;9日吕1身0叨63的的舫40和,0,0加,上,.,盆1..几,几,二l吕20盈2022.22180zoozoozzo22010510.5{}{5日15217.I9I21皿23通13701,公019123任02577':'N'76月i}}1.1{144}1762]02盛42‘B29吕32肠1吕42011.马52.102.M?07198192210钾1}"I里}b:::250250250ZaoI..I一1}批{1袱125i?0112.012.012.5M}lI252702.二zss3403日6,3703530359047fio513017日IDfi219zie2423223533B439扭召2吕,67842卿洲圳10910637帕U招邪阴6063“胡70乃巧”阳湘朋的eZ引肠...