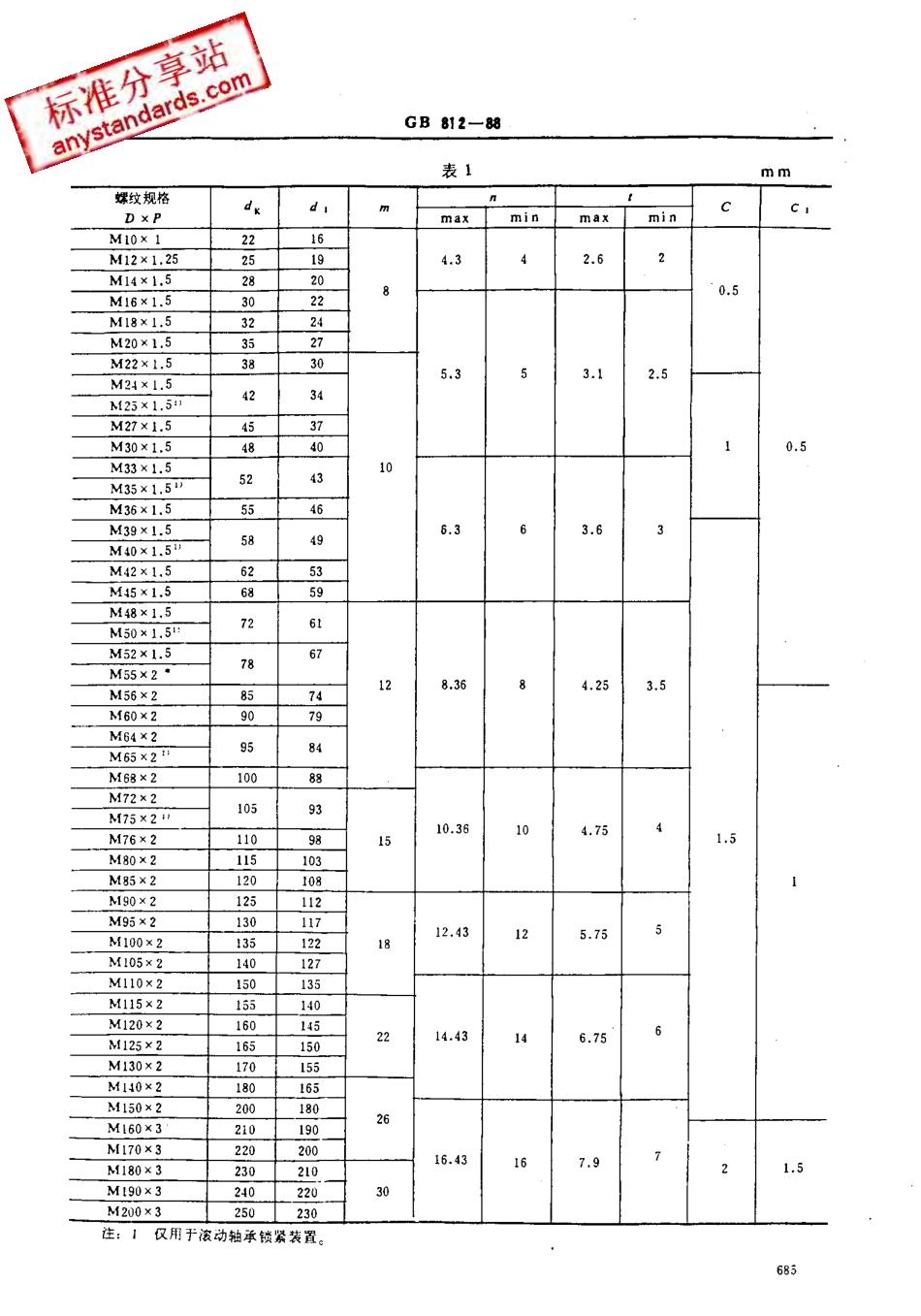
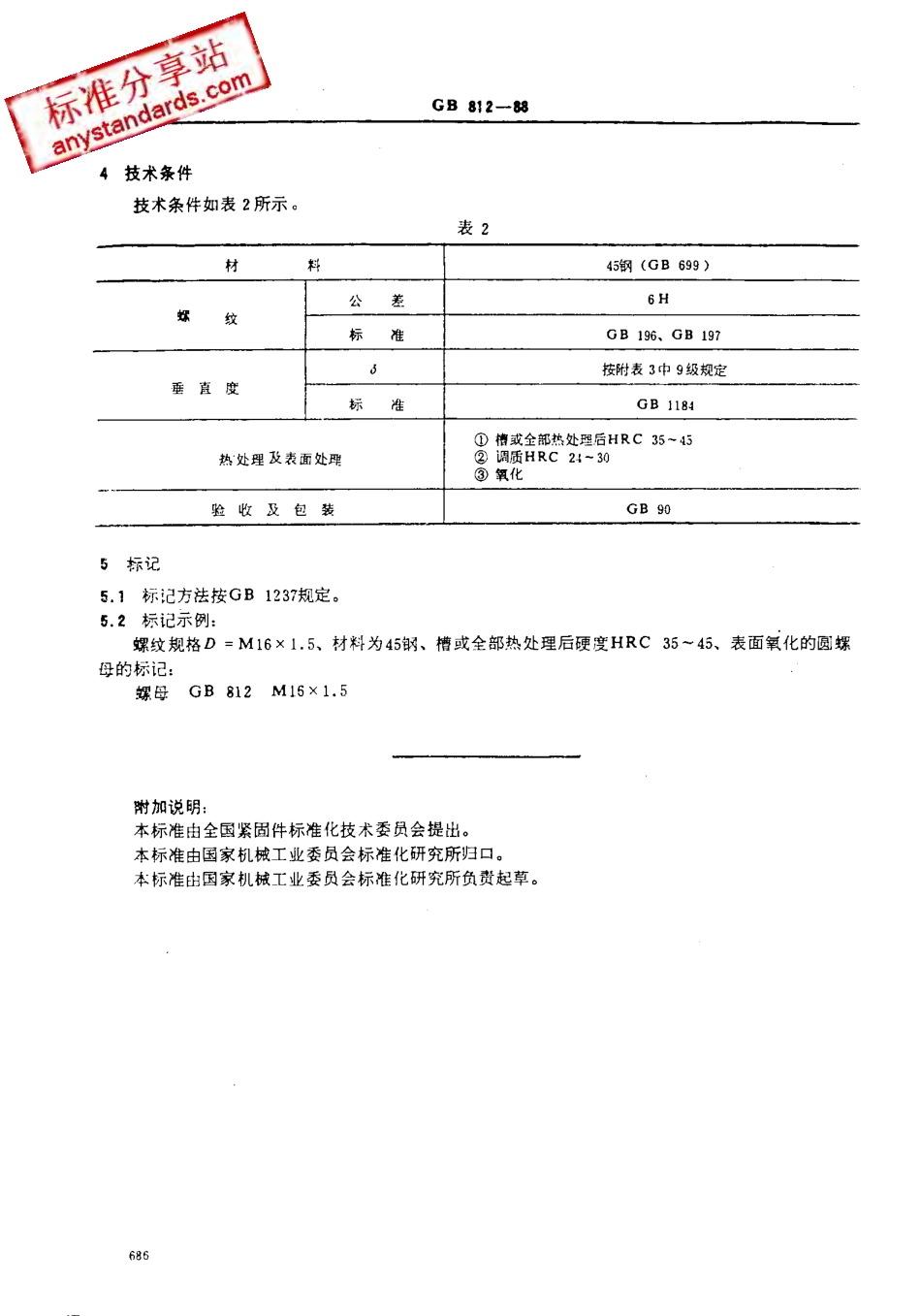
中华人民共和国国家标准UDC621.682圆螺母812-88RoundnutsGB812-76B替G代主题内容本标准规定了螺纹规格为M10x1一M200x3的圆螺母。引用标准GB196普通螺纹基本尺寸GB197普通螺纹公差与配合GB699优质炭素结构钢钢号和一般技术条件GB1工84形状和位置公差未注公差的规定GB1237紧固件的标记方法GB90紧固件验收检查、标志与包装尺寸尺寸如F图及表1所示。DG100x2D》M105.(槽数)(搏数)国家机械工业委员会1998一06一24批准198,一07一01实GB812一朋表1mm螺纹规格刀xpdxd.衍}CCI们iax}minmaxmlnMlox1122I11684.342.620.50.5M12x1.25}25一I19M14x1.5I28一}5.353.12.5M16-1.513022M18.1.532I{M20x1.5!3527M22x1.53830101M24x1.54234M25x1.5上1M27x1.5}45137M30x1.5;8{}6.363.63M33x1.55243M35x1.5"M36x1.555461.5M39x1.55849M40x1.5"M42x1.5}6253M45x1.56859M48-1.57261128.3684.253.5M50x1.5'M52x1.57867M55x2有M56x2}85I了‘IM60x290」I79M64x29584M65x2"M68x2100}18810.36104.754M72x21059315M75x211M76x2110一M80x211510371185x2120108M90x21251121812.43125.75OM95x2130117M100x2135}一122M105x2140127M110x215013514.43146.756M115x2}1155-]14022M120x2}1160I145711125x2}I165一150M130x2170155M140x218016526M150x220018016.43167.9}M160x3}190一21.5h1170x3220200N1180x323021030M190x3240}220M200x3250}230注:J仅用于滚动轴承锁紧装置685GB812-BS4技术条件技术条件如表2所示。表2材料45钢(GB699)螺纹公差6H标准GB196,GB197垂直度J按附表3中9级规定标准GB1184热处理及表面处Lk①槽或全部热处1T后HRC35一45②调质HRC24一30③氧化验收及包装GB905标记5.1标记方法按GB1237规定。52标记示例:螺纹规格D=M16x1.5、材料为45钢、槽或全部热处理后硬度HRC35--45、表面氧化的圆螺母的标记:螺母GB812M16x1.5附加说明本标准由全国紧固件标准化技术委员会提出。木标准由国家机械工业委员会标准化研究所归口。本标准由国家机械工业委员会标准化研究所负责起草。