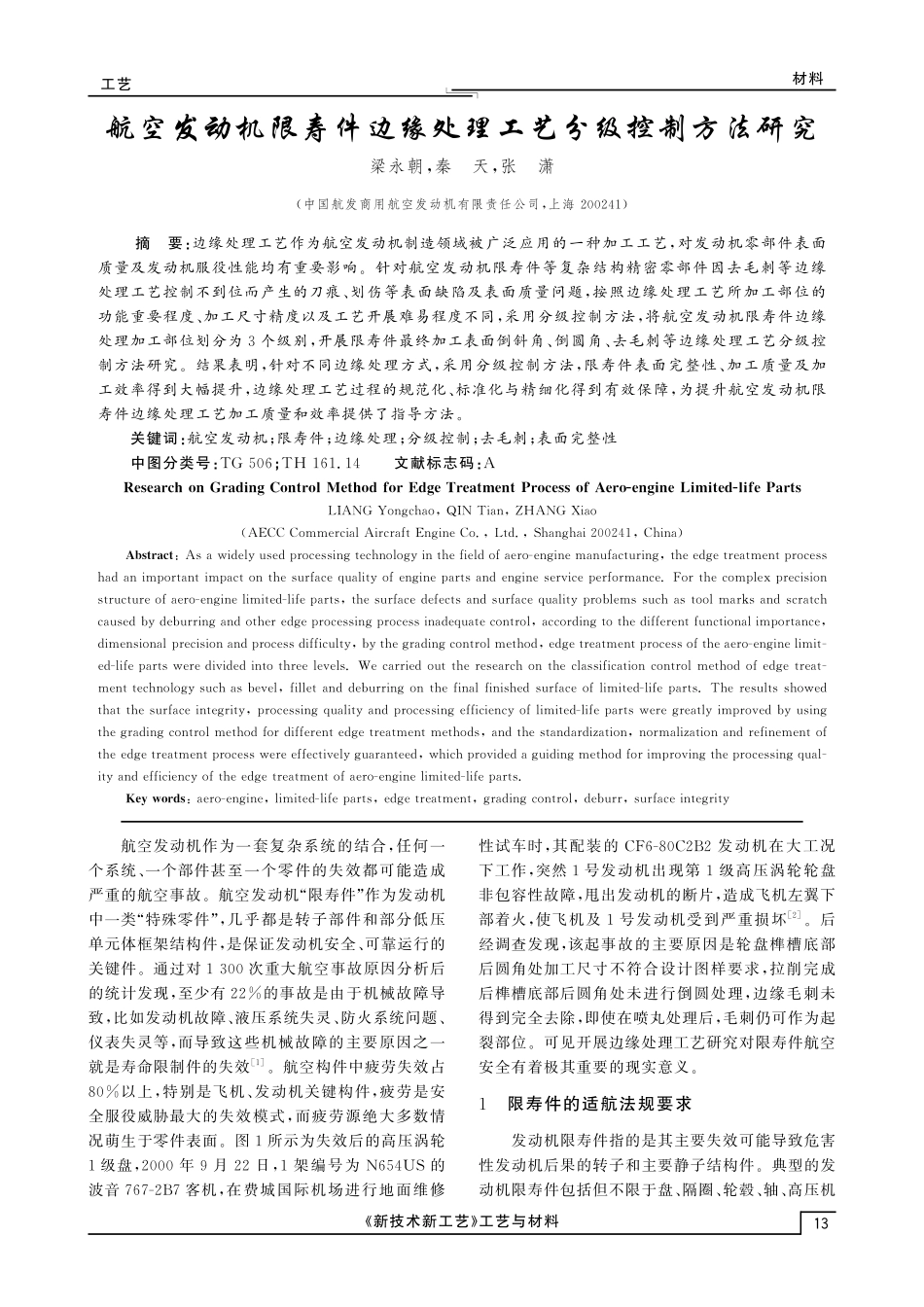
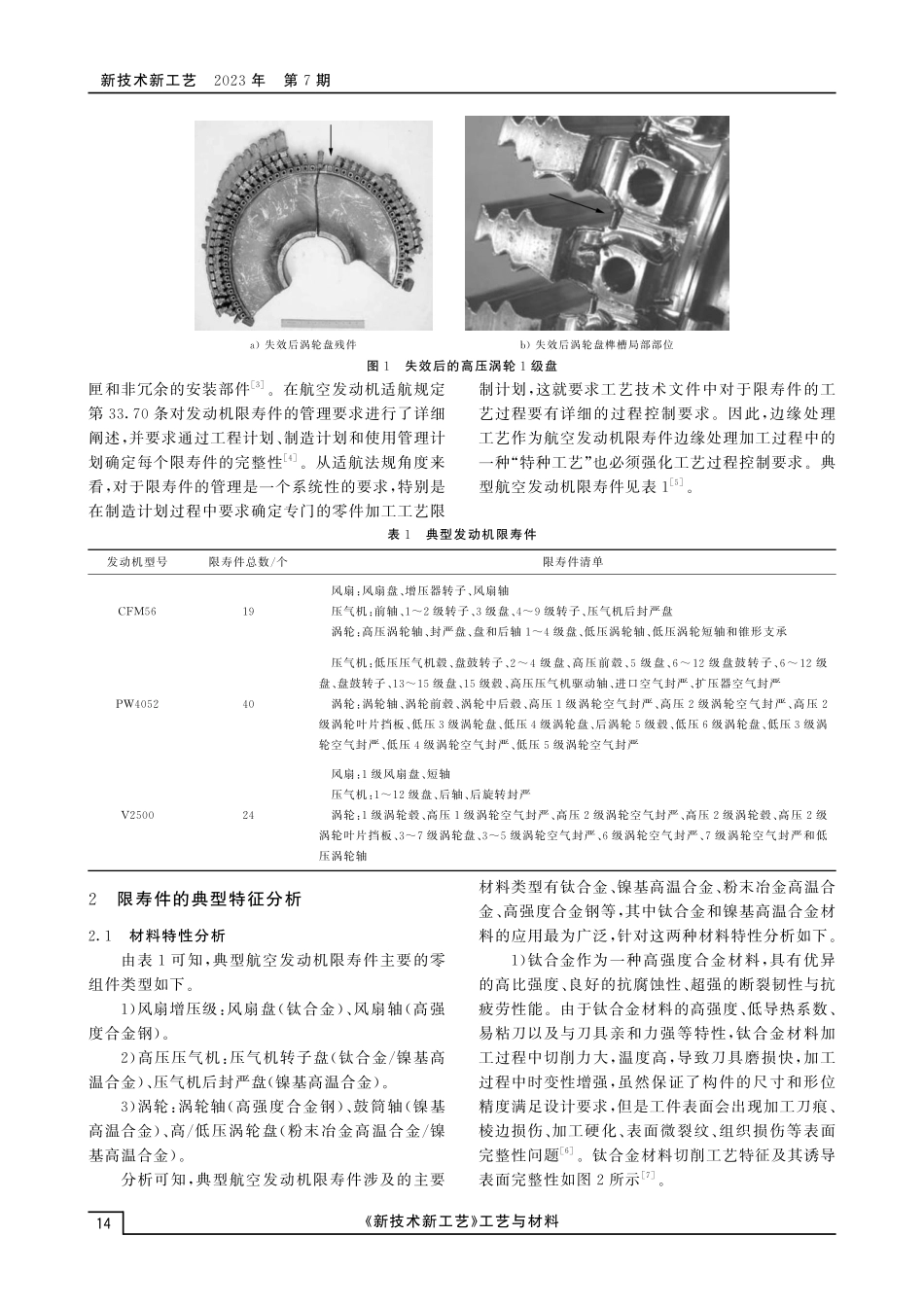
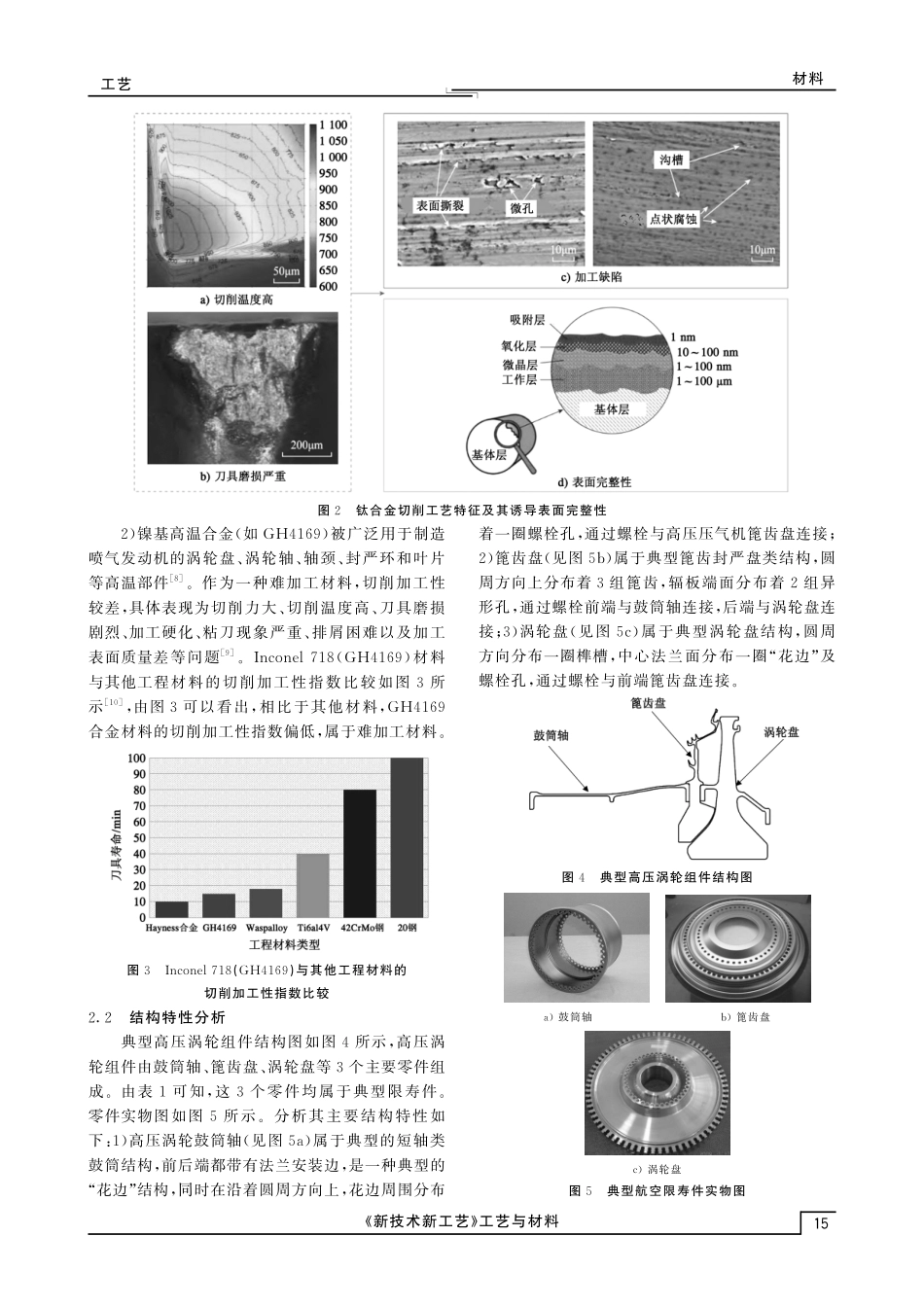
工艺材料《新技术新工艺》工艺与材料13航空发动机限寿件边缘处理工艺分级控制方法研究梁永朝,秦天,张潇(中国航发商用航空发动机有限责任公司,上海200241)摘要:边缘处理工艺作为航空发动机制造领域被广泛应用的一种加工工艺,对发动机零部件表面质量及发动机服役性能均有重要影响。针对航空发动机限寿件等复杂结构精密零部件因去毛刺等边缘处理工艺控制不到位而产生的刀痕、划伤等表面缺陷及表面质量问题,按照边缘处理工艺所加工部位的功能重要程度、加工尺寸精度以及工艺开展难易程度不同,采用分级控制方法,将航空发动机限寿件边缘处理加工部位划分为3个级别,开展限寿件最终加工表面倒斜角、倒圆角、去毛刺等边缘处理工艺分级控制方法研究。结果表明,针对不同边缘处理方式,采用分级控制方法,限寿件表面完整性、加工质量及加工效率得到大幅提升,边缘处理工艺过程的规范化、标准化与精细化得到有效保障,为提升航空发动机限寿件边缘处理工艺加工质量和效率提供了指导方法。关键词:航空发动机;限寿件;边缘处理;分级控制;去毛刺;表面完整性中图分类号:TG506;TH161.14文献标志码:AResearchonGradingControlMethodforEdgeTreatmentProcessofAero-engineLimited-lifePartsLIANGYongchao,QINTian,ZHANGXiao(AECCCommercialAircraftEngineCo.,Ltd.,Shanghai200241,China)Abstract:Asawidelyusedprocessingtechnologyinthefieldofaero-enginemanufacturing,theedgetreatmentprocesshadanimportantimpactonthesurfacequalityofenginepartsandengineserviceperformance.Forthecomplexprecisionstructureofaero-enginelimited-lifeparts,thesurfacedefectsandsurfacequalityproblemssuchastoolmarksandscratchcausedbydeburringandotheredgeprocessingprocessinadequatecontrol,accordingtothedifferentfunctionalimportance,dimensionalprecisionandprocessdifficulty,bythegradingcontrolmethod,edgetreatmentprocessoftheaero-enginelimit-ed-lifepartsweredividedintothreelevels.Wecarriedouttheresearchontheclassificationcontrolmethodofedgetreat-menttechnologysuchasbevel,filletanddeburringonthefinalfinishedsurfaceoflimited-lifeparts.Theresultsshowedthatthesurfaceintegrity,processingqualityandprocessingefficiencyoflimited-lifepartsweregreatlyimprovedbyusingthegradingcontrolmethodfordifferentedgetreatmentmethods,andthestandardiz...