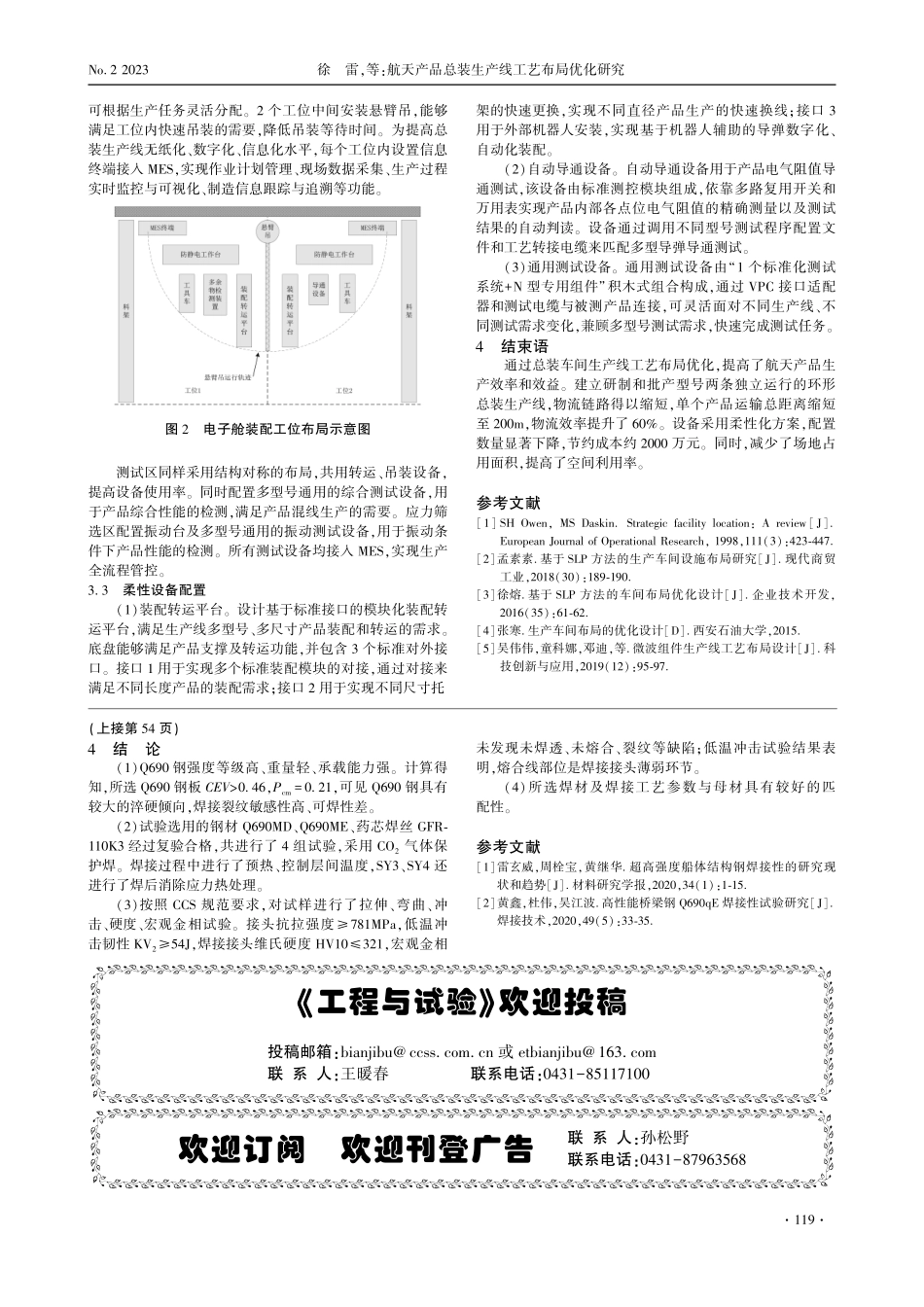
航天产品总装生产线工艺布局优化研究徐雷ꎬ吴怡婷ꎬ吴从焰(上海航天精密机械研究所ꎬ上海201600)摘要:针对航天产品多品种、小批量生产模式的需要ꎬ开展了航天产品总装车间工艺布局优化设计ꎮ通过工位再造、物流调整、设备配置ꎬ建立研制和批产型号两条独立运行的环形总装生产线ꎮ实践证明ꎬ新的工艺布局能够提升生产场地空间利用率ꎬ提高航天产品生产效率ꎬ降低生产成本ꎮ关键词:航天产品ꎻ工艺布局ꎻ优化设计中图分类号:V26文献标志码:Adoi:10.3969/j.issn.1674-3407.2023.02.037ResearchonOptimizationofProcessLayoutofAerospaceProductsAssemblyLineXuLeiꎬWuYitingꎬWuCongyan(ShanghaiSpaceflightPrecisionMachineryInstituteꎬShanghai201600ꎬChina)Abstract:Accordingtotheneedsofthemodelofmulti ̄varietyandsmallbatchofaerospaceproductsꎬtheoptimizationdesignofprocesslayoutoftheassembleworkshopiscarriedout.Twoindependentringassemblylinesofdifferentscaleproductionareestablishedbyredesigningstationsꎬadjustinglogisticsandincreasingequipment.Ithasbeenprovedthatthenewprocesslayoutcanimprovespaceutilizationandproductionefficiencyꎬandreducethecost.Keywords:aerospaceproductsꎬprocesslayoutꎬoptimizationdesign[收稿日期]2022-11-02[作者简介]徐雷(1983-)ꎬ男ꎬ硕士ꎬ高级工程师ꎬ从事产品测试技术研究ꎮ1引言生产线工艺布局设计是生产制造系统设计的重要组成部分ꎬ良好的工艺布局能够简化物流链路ꎬ提高生产效率ꎬ降低生产成本ꎮ近年来ꎬ我国航天强国建设不断迈上新台阶ꎬ航天产品“多型号并行研制生...