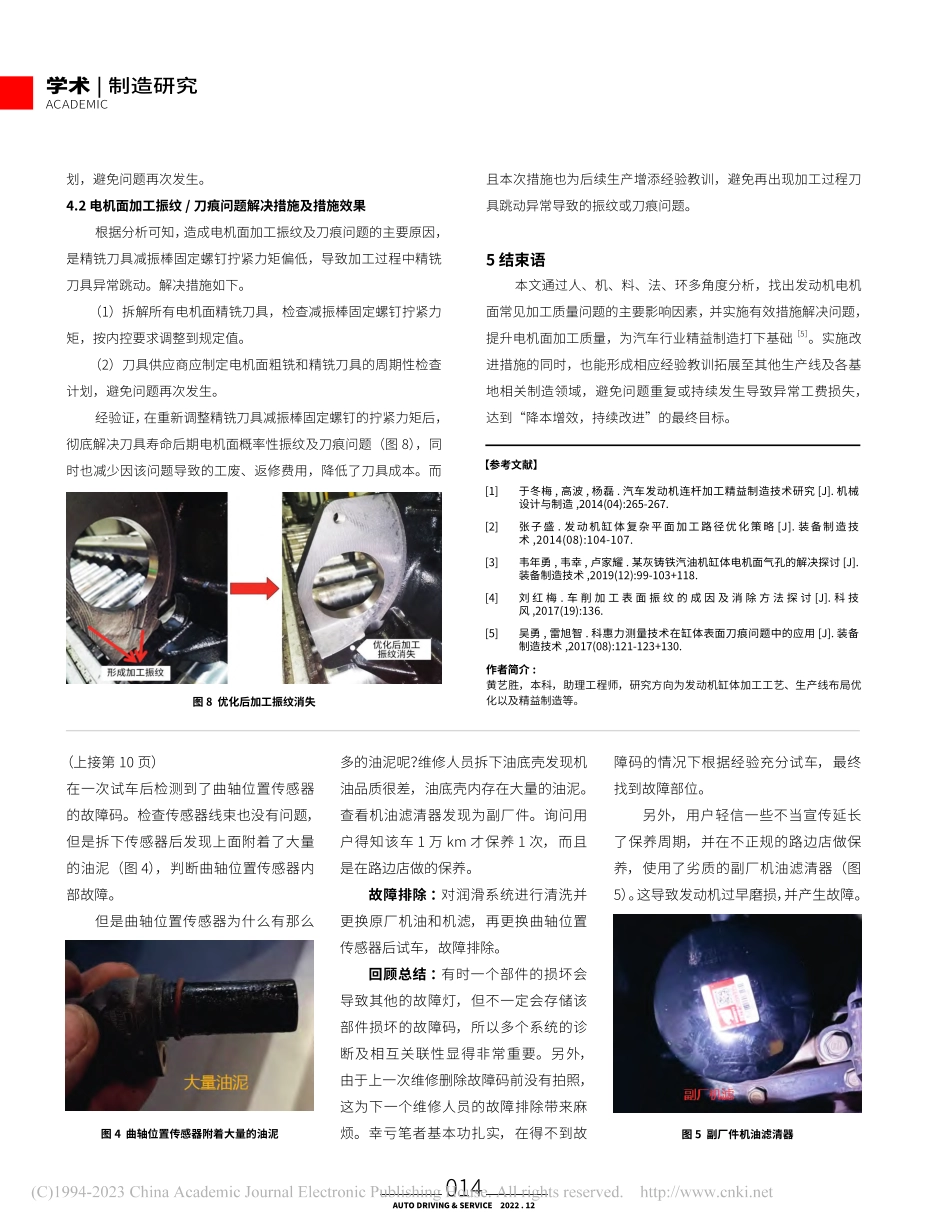
故障排除TROUBLECLEARING010AUTODRIVING&SERVICE2022.12文:刘志远北京现代名图轿车故障2例故障1:倒车雷达无故出现异常关键词:倒车雷达、天窗密封、漏水故障现象:一辆2016年产北京现代名图轿车,搭载1.6T发动机和7挡干式双离合变速器,行驶里程2.7万km。用户反映倒车雷达出现异常,且故障时不报警,仪表板有故障指示。检查分析:维修人员接车后试车发现,反复换入倒挡也未出现用户反映的倒车系统故障。但从用户提供的视频看,确实为雷达系统出现了问题(图1)。由于故障无法重现,维修人员建议用户将车放在店内观察几天。漏水的根源。最终发现天窗密封条处有漏水痕迹(图2),怀疑该密封条老化导致密封不严。是来店检修。检查分析:与用户沟通得知,车辆在行驶中突然出现无转速显示,但此时发动机能正常行驶。车辆熄火无法立刻起动,但放置半小时后能起动。该车未加装任何电器装置。维修人员用故障诊断仪检测,各系统无任何故障码存储。询问用户得知,来店之前先去经常做保养的路边店检修,所有历史故障码以及与ESP系统相关的故障码都被删除了。这一消息加大了该车的诊断难度。维修人员根据故障现象及维修经验分析,ESP故障灯点亮与转速表丢失转速这2个现象是有关联的。转速表的转速信息是由曲轴位置传感器传输给发动机控制单元,发动机控制单元通过C-CAN通讯传输给组合仪表,从而由转速表显示对应的发动机转速。为了防止误判,维修人员与用户不断试车,结果(下转第14页)图3行驶中无转速且ESP故障灯点亮图1仪表板提示倒车雷达系统故障图2天窗密封条老化漏水维修人员偶尔发现车内有漏水痕迹,正好前几天下过大雨,考虑故障会不会与此有关。查看电路图得知,该车倒车雷达线束与地板线束关联,于是仔细查看车内,结果在左侧地板线束插接器内发现积水,该插接器正与雷达线束相连。在检查线束时由另外一位同事试车换倒挡,此时倒车雷达出现异常,故障重现。将雷达线束插接器内的积水清除后故障消失,但为了防止返修,必须找到故障排除:更换密封条后反复试车,天窗密封条漏水现象消失。回顾总结:对待偶发故障一定要多观察,多总结故障规律,如天气或者维修履历,这样对故障排除非常有帮助。最关键的是,该故障一定要找到漏水的原因,否则肯定会造成返修。故障2:车辆行驶中突然无转速显示关键词:转速表、ESP故障灯、曲轴位置传感器故障现象:一辆2017年产北京现代名图轿车,搭载1.8L发动机和6挡手自一体变速器,行驶里程8.6万km。用户反映车辆行...