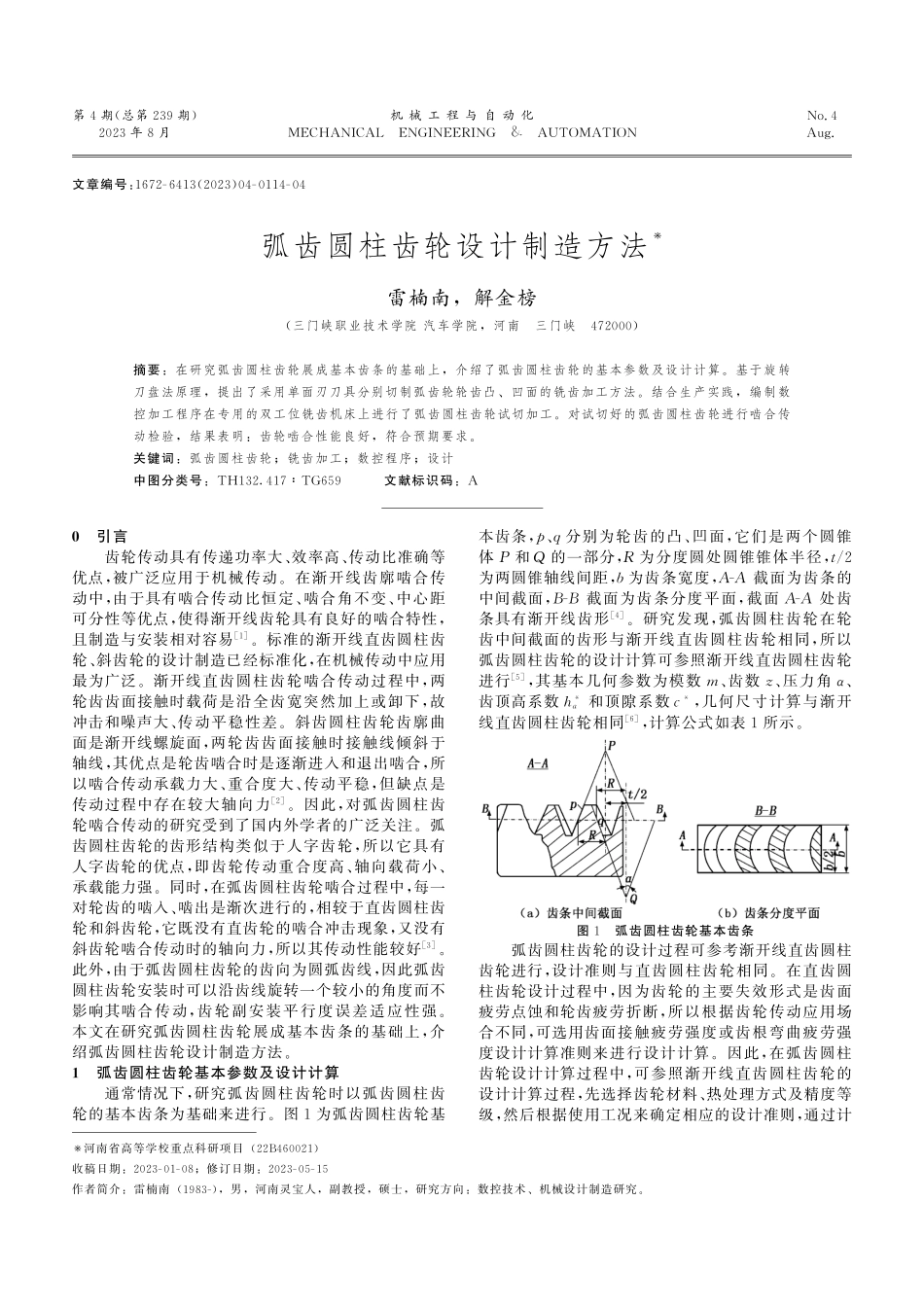
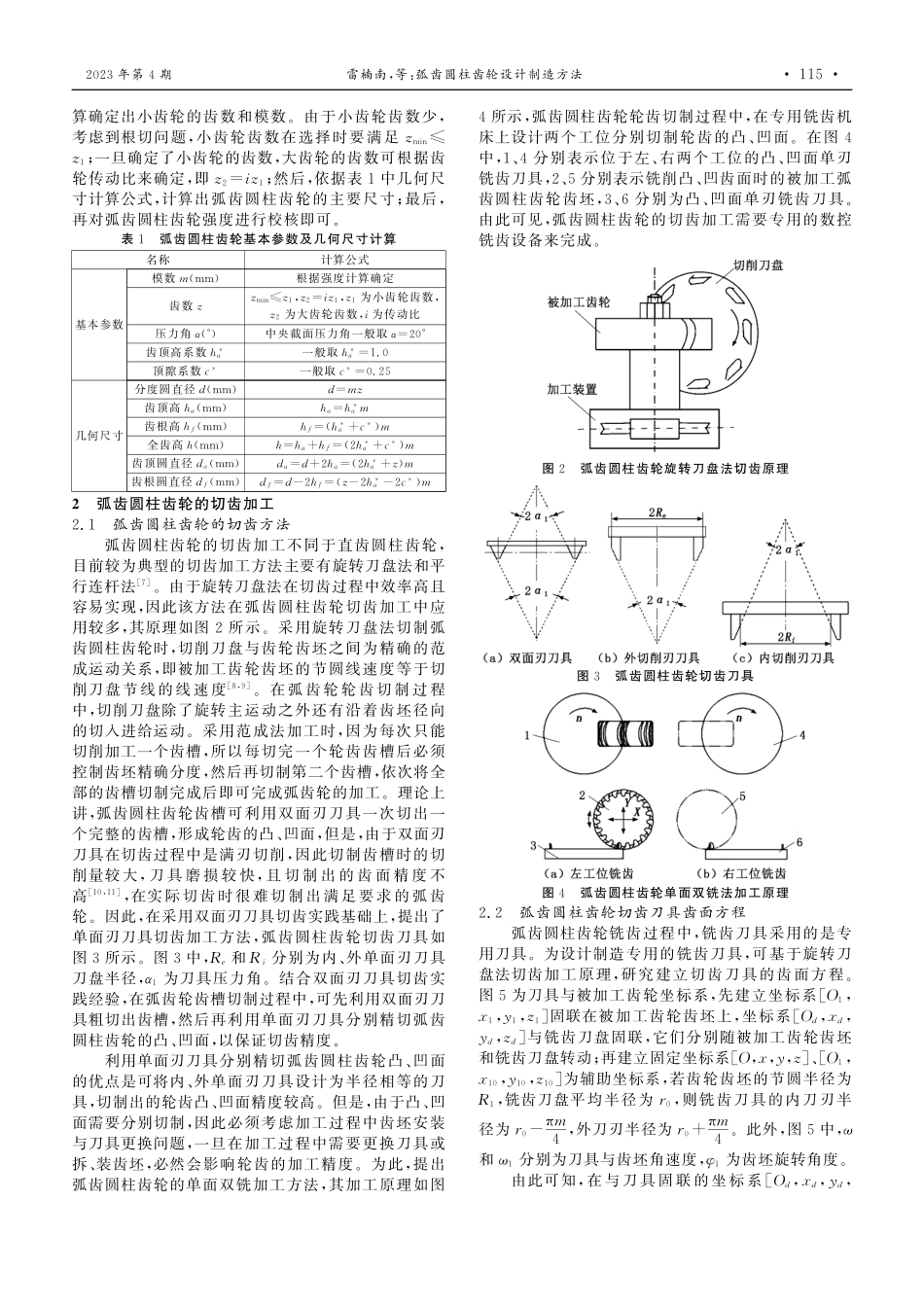
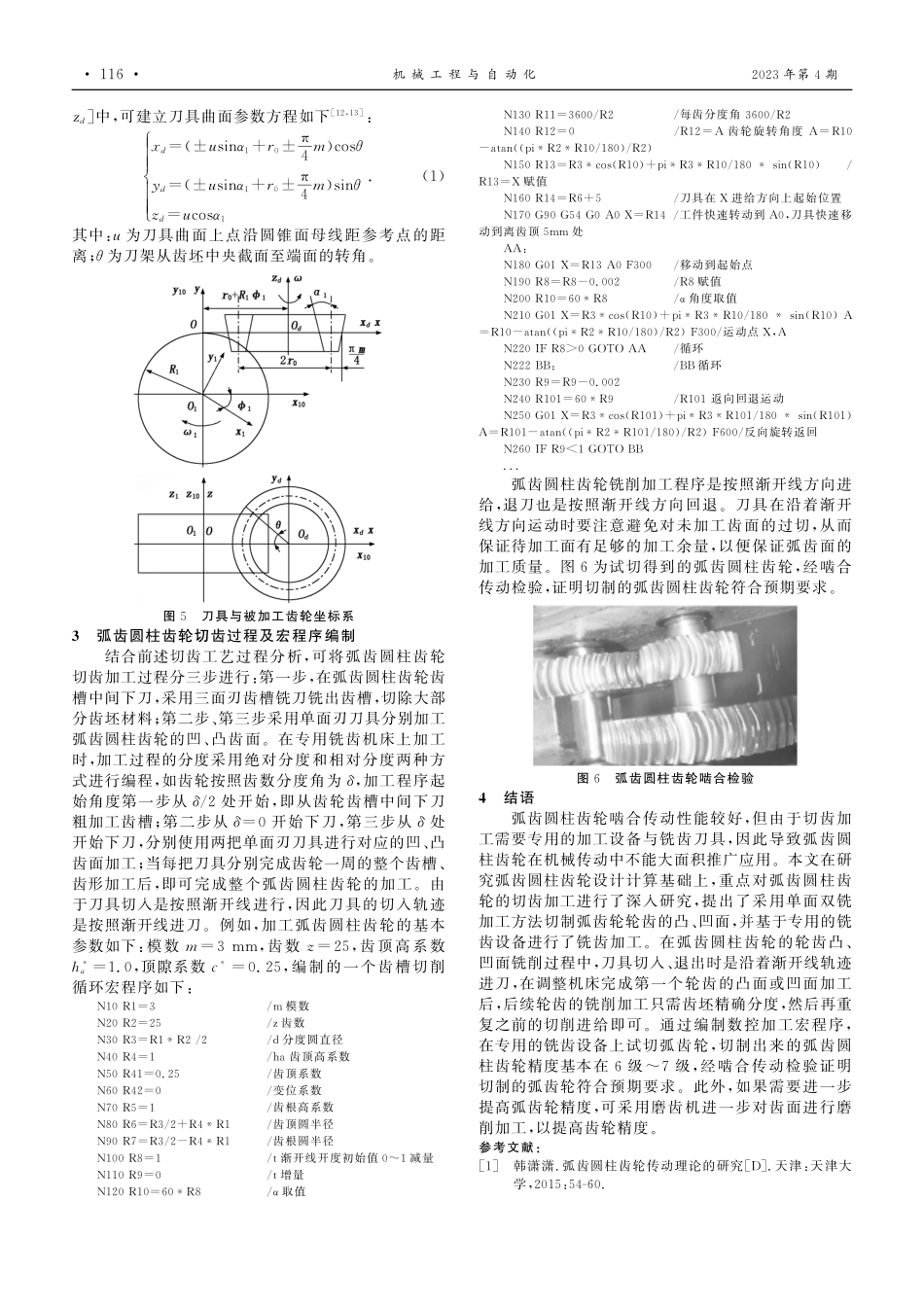
第4期(总第239期)2023年8月机械工程与自动化MECHANICALENGINEERING&AUTOMATIONNo.4Aug.文章编号:1672G6413(2023)04G0114G04弧齿圆柱齿轮设计制造方法雷楠南,解金榜(三门峡职业技术学院汽车学院,河南三门峡472000)摘要:在研究弧齿圆柱齿轮展成基本齿条的基础上,介绍了弧齿圆柱齿轮的基本参数及设计计算.基于旋转刀盘法原理,提出了采用单面刃刀具分别切制弧齿轮轮齿凸、凹面的铣齿加工方法.结合生产实践,编制数控加工程序在专用的双工位铣齿机床上进行了弧齿圆柱齿轮试切加工.对试切好的弧齿圆柱齿轮进行啮合传动检验,结果表明:齿轮啮合性能良好,符合预期要求.关键词:弧齿圆柱齿轮;铣齿加工;数控程序;设计中图分类号:TH132417∶TG659文献标识码:A河南省高等学校重点科研项目(22B460021)收稿日期:2023G01G08;修订日期:2023G05G15作者简介:雷楠南(1983G),男,河南灵宝人,副教授,硕士,研究方向:数控技术、机械设计制造研究.0引言齿轮传动具有传递功率大、效率高、传动比准确等优点,被广泛应用于机械传动.在渐开线齿廓啮合传动中,由于具有啮合传动比恒定、啮合角不变、中心距可分性等优点,使得渐开线齿轮具有良好的啮合特性,且制造与安装相对容易[1].标准的渐开线直齿圆柱齿轮、斜齿轮的设计制造已经标准化,在机械传动中应用最为广泛.渐开线直齿圆柱齿轮啮合传动过程中,两轮齿齿面接触时载荷是沿全齿宽突然加上或卸下,故冲击和噪声大、传动平稳性差.斜齿圆柱齿轮齿廓曲面是渐开线螺旋面,两轮齿齿面接触时接触线倾斜于轴线,其优点是轮齿啮合时是逐渐进入和退出啮合,所以啮合传动承载力大、重合度大、传动平稳,但缺点是传动过程中存在较大轴向力[2].因此,对弧齿圆柱齿轮啮合传动的研究受到了国内外学者的广泛关注.弧齿圆柱齿轮的齿形结构类似于人字齿轮,所以它具有人字齿轮的优点,即齿轮传动重合度高、轴向载荷小、承载能力强.同时,在弧齿圆柱齿轮啮合过程中,每一对轮齿的啮入、啮出是渐次进行的,相较于直齿圆柱齿轮和斜齿轮,它既没有直齿轮的啮合冲击现象,又没有斜齿轮啮合传动时的轴向力,所以其传动性能较好[3].此外,由于弧齿圆柱齿轮的齿向为圆弧齿线,因此弧齿圆柱齿轮安装时可以沿齿线旋转一个较小的角度而不影响其啮合传动,齿轮副安装平行度误差适应性强.本文在研究弧齿圆柱齿轮展成基本齿条的基础上,介绍弧齿圆柱齿轮设计制造方法.1弧齿圆柱齿轮基本...