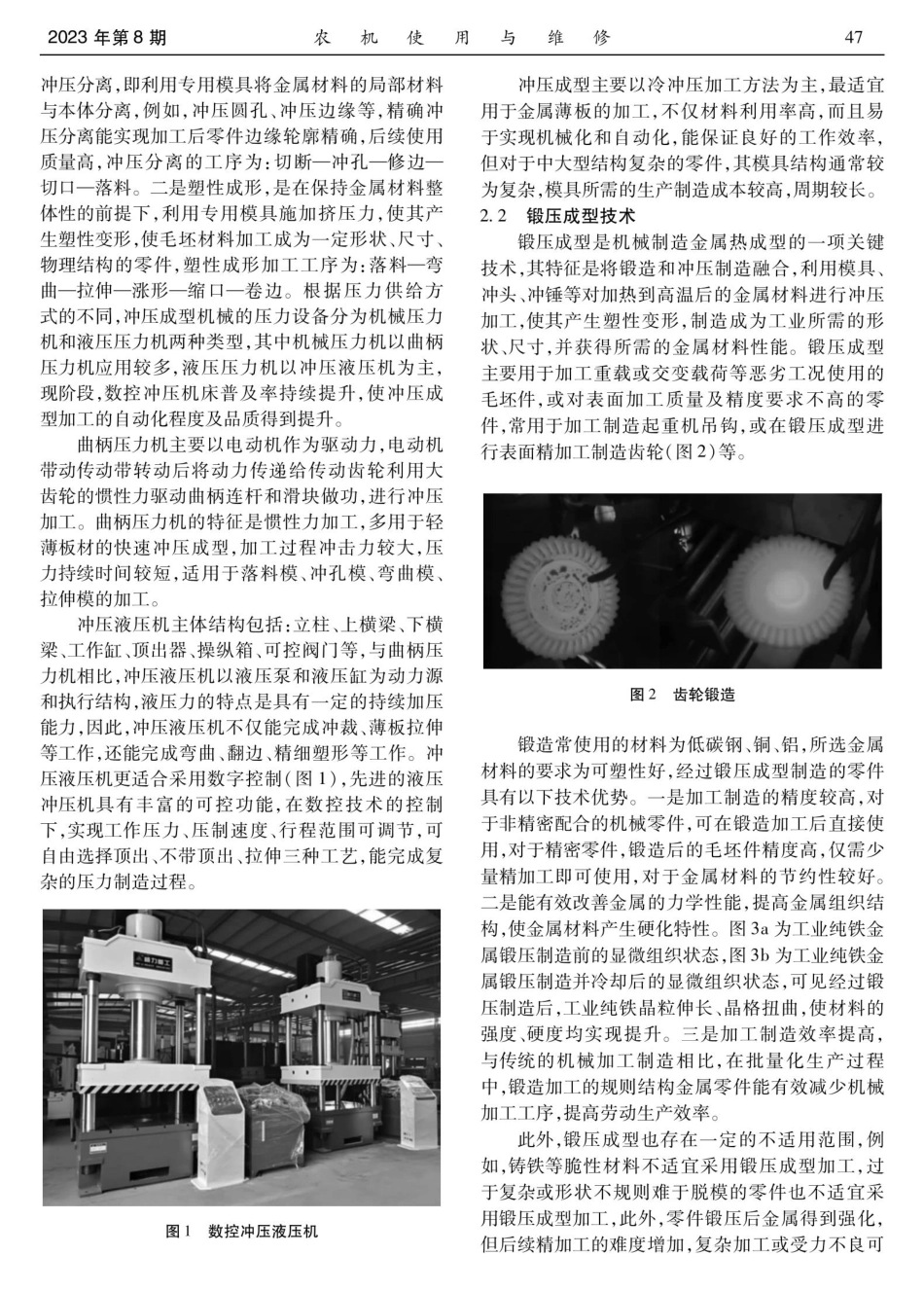
46农机使用与维修2023年第8期机械压力成型技术应用与质量控制方法分析周慧芳(甘肃钢铁职业技术学院,甘肃嘉峪关735100)摘要:在现代化生产加工过程中,机械压力成型技术应用十分广泛,作为传统的金属材料加工技术之一,其生产工艺和设备近年来实现快速升级,有效保证了压力成型加工的质量。为进一步提高机械压力成型技术应用合理性,分析了其技术内涵与应用情况,并对压力成型关键技术类型与技术特点展开深入分析,对机械压力成型加工的质量优化途径进行总结。关键词:机械压力成型;应用;质量控制;方法中图分类号:TH16ApplicationofMechanicalPressureFormingTechnologyandAnalysisofQualityControlMethodsAbstract:Intheprocessofmodernproductionandprocessing,mechanicalpressureformingtechnologyiswidelyused.Asoneofthetraditionalmetalmaterialprocessingtechnologies,itsproductionprocessandequipmenthavebeenrapidlyupgradedinrecentyears,effectivelyensuringthequalityofpressureformingprocessing.Inordertofurtherimprovetherationalityoftheapplicationofmechanicalpressureformingtechnology,itstechnicalconnotationandapplicationarean-alyzed,andthekeytechnicaltypesandtechnicalcharacteristicsofpressureformingareanalyzedindepth,andthequal-ityoptimizationapproachesofmechanicalpressureformingprocessingaresummarized.Keywords:mechanicalpressureforming;application;qualitycontrol;method0引言近年来,我国的工业技术得到了快速发展,机械产品的加工制造实现突飞猛进,机械压力成型技术作为较为成熟的机加工技术,逐渐成为汽车、农业机械、工程机械、造船业、航空航天等众多领域不可或缺的关键技术[1-2]。在数控技术的加持下,现代化的机械压力成型加工质量得到大幅提升,加工的方法和工艺得到显著改进,在现代化生产加工的众多方式中,压力成型技术在节省材料、降低污染等方面具有自身优势,在生产加工过程中,通过选取和设计合理的加工制造工艺,能有效提升压力成型零件的生产加工效率和产品质量,有利于传统生产工艺进一步向轻量化、省料化、高强度化等方向发展[3],促进机械加工制造行业整体实力提升。1技术内涵与应用情况机械压力成型主要是指利用压力成型机械设备对技术材料施加外力,使其整体或局部产生塑性变形,使金属材料形成所需的形状,达到机械产品所需的尺寸、力学性能、物理结构,形成优质零件。...