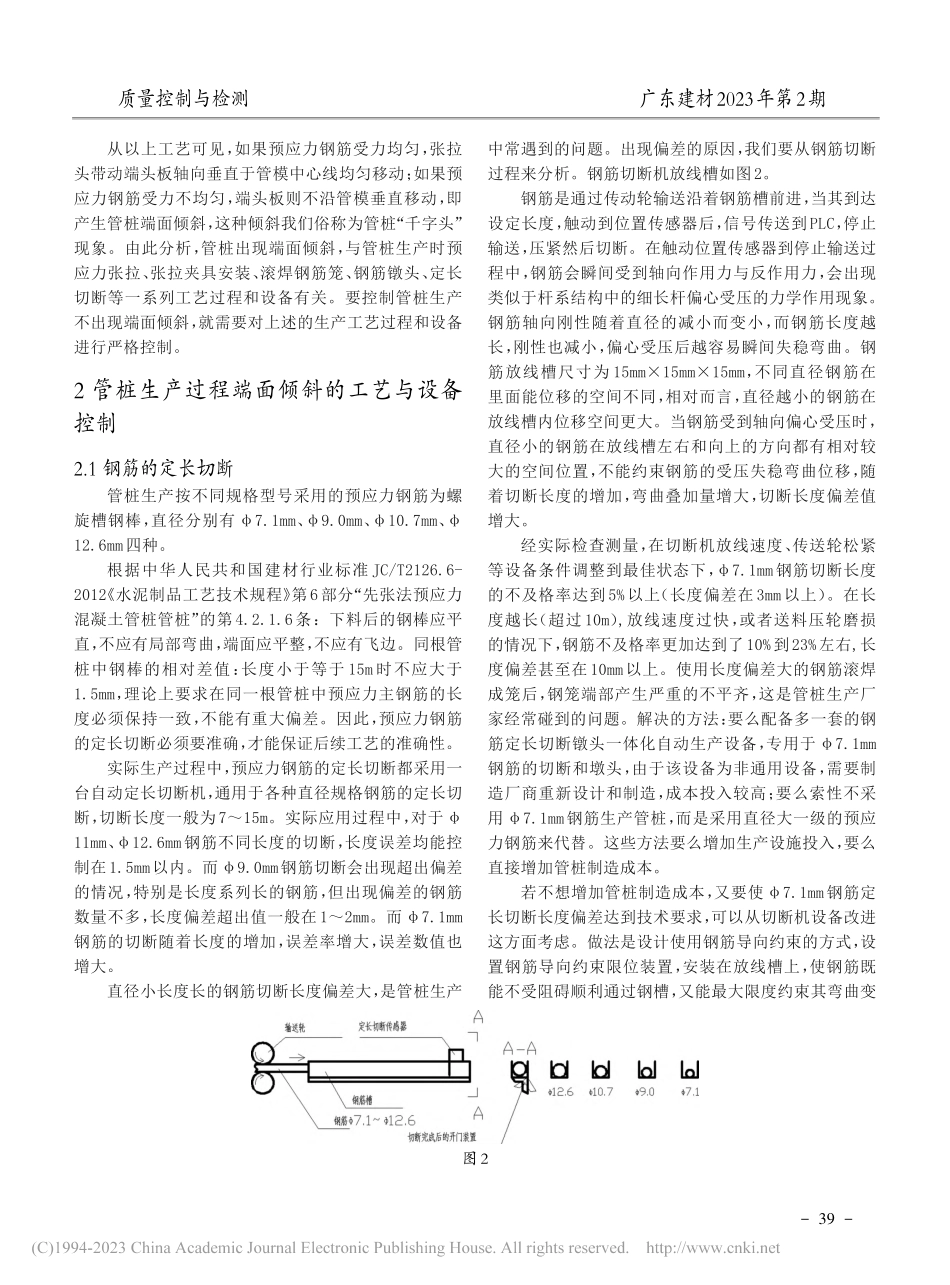
广东建材2023年第2期0前言高强混凝土预应力离心管桩(PHC),应用最广的是φ300mm、φ400mm、φ500mm、φ600mm直径规格,按不同的力学性能分类,管桩长度最长不超过15m。管桩应用施工时,是通过焊接接桩。按施工规范,接桩两端面应紧密贴合,不得在接头处出现间隙,严禁在接头间隙中填塞焊接头、铁片、铁丝等杂物,只有这样,才能保持上节桩身与下节桩身连接顺直和紧密。因此管桩生产时,对管桩端面倾斜就有很高的技术要求。按国标GB13746—2009《先张法预应力混凝土管桩》第5.5条尺寸允许误差中要求:管桩端部倾斜的允许偏差为≤0.5%D,即φ300管桩为1.5mm,φ400管桩为2mm,φ500管桩为2.5mm,φ600管桩为3mm,只有这样严格要求,才能保障施工中管桩的驳接质量。因此在管桩生产中,管桩端面倾斜是一项重要的质量控制项目。1管桩生产预应力张拉工艺和端面倾斜的形成PHC管桩是采用先张法生产的混凝土预应力离心管桩。先张预应力是指利用专用的承载力台座或模具对预应力钢筋预张拉并锚固,后浇筑构件混凝土的施工工艺,主要用于预制混凝土构件的加工制造。先张法预应力混凝土构件生产方法有两种:模板法和台座法。PHC管桩的生产采用模板(模具)法,利用专用离心钢管模具作为锚固预应力主钢筋的承力架,如图1所示:在管桩生产中,首先对钢筋进行定长切断、镦头,滚焊成钢筋笼,安装端头板,放置到下管模里用张拉夹具固定,然后注入混凝土,清理后合上管模(用泵送混凝土形式时,是合好管模再注入混凝土),在混凝土初凝前用液压千斤顶张拉预应力钢筋,用螺母锚固张拉力,进入离心成型,成型后的管桩连模具通过初级养护,待混凝土抗压强度超过45MPa以上,进行预应力的放张和拆模,形成管桩半成品,并在这时检查管桩端面倾斜是否合格。从图1可见,管模为预应力的承力架,管桩预应力施加时,张拉夹具(尾)一端直接以管模端部法兰作为支承,管桩端头板固定不动的这端不会形成端面倾斜(除非管模端部法兰变形)。在管桩的另一端,千斤顶通过张拉螺杆传力给张拉夹具(头),与其连接的端头板拉伸预应力钢筋,端头板与钢筋的受力后沿管模轴向位移伸长。PHC管桩生产中工艺与设备对端面倾斜的影响与控制黄灏晖(江门市新三联管桩有限公司)【摘要】高强混凝土预应力管桩生产对管桩端面倾斜有严格要求。对管桩生产过程中端面倾斜的控制涉及到张拉、夹具安装、滚焊钢筋笼、钢筋镦头以及钢筋的定长切断等相关的工艺和设备。通过分析相关工艺过程对管桩端面倾斜...