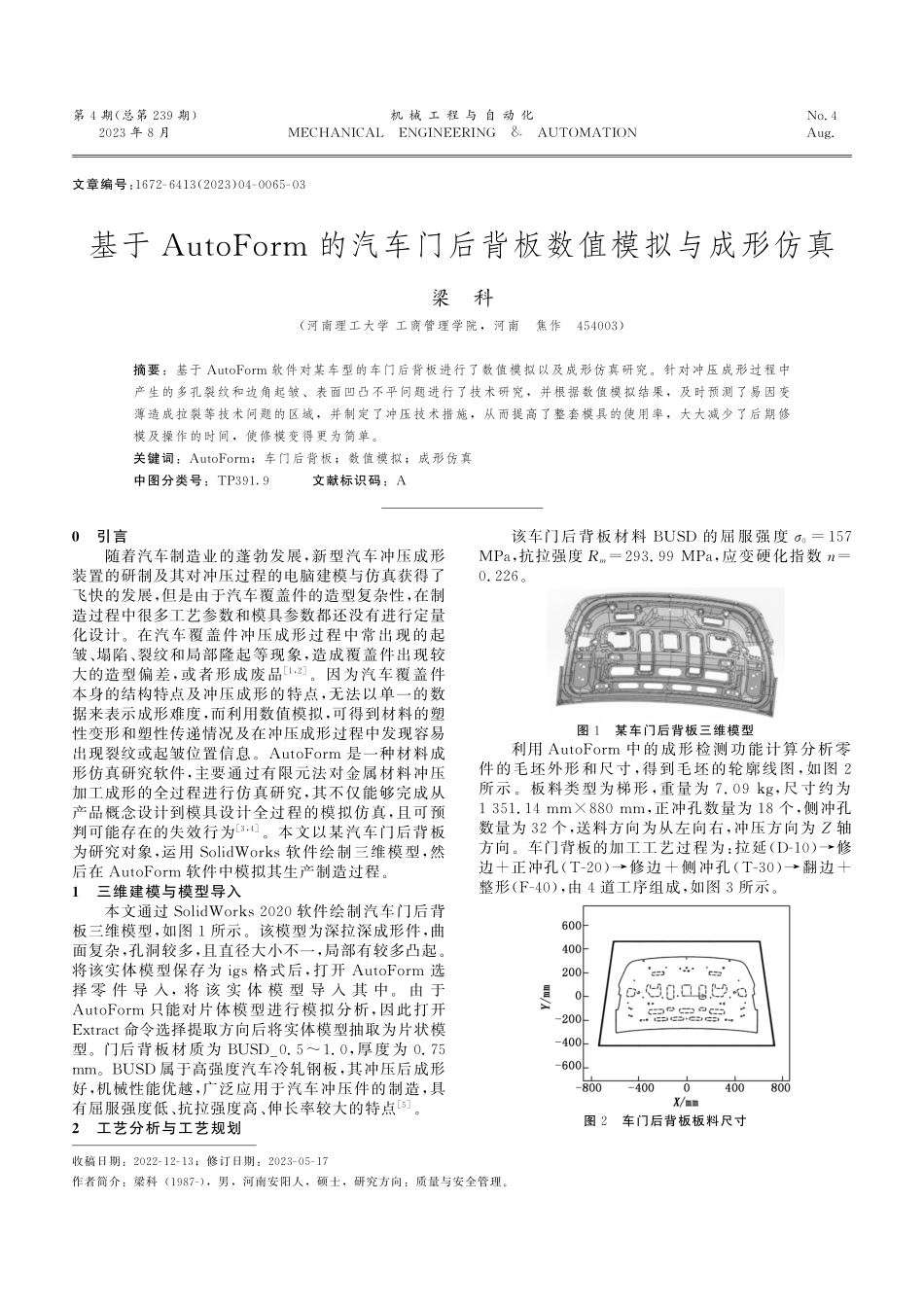
第4期(总第239期)2023年8月机械工程与自动化MECHANICALENGINEERING&AUTOMATIONNo.4Aug.文章编号:1672G6413(2023)04G0065G03基于AutoForm的汽车门后背板数值模拟与成形仿真梁科(河南理工大学工商管理学院,河南焦作454003)摘要:基于AutoForm软件对某车型的车门后背板进行了数值模拟以及成形仿真研究.针对冲压成形过程中产生的多孔裂纹和边角起皱、表面凹凸不平问题进行了技术研究,并根据数值模拟结果,及时预测了易因变薄造成拉裂等技术问题的区域,并制定了冲压技术措施,从而提高了整套模具的使用率,大大减少了后期修模及操作的时间,使修模变得更为简单.关键词:AutoForm;车门后背板;数值模拟;成形仿真中图分类号:TP3919文献标识码:A收稿日期:2022G12G13;修订日期:2023G05G17作者简介:梁科(1987G),男,河南安阳人,硕士,研究方向:质量与安全管理.0引言随着汽车制造业的蓬勃发展,新型汽车冲压成形装置的研制及其对冲压过程的电脑建模与仿真获得了飞快的发展,但是由于汽车覆盖件的造型复杂性,在制造过程中很多工艺参数和模具参数都还没有进行定量化设计.在汽车覆盖件冲压成形过程中常出现的起皱、塌陷、裂纹和局部隆起等现象,造成覆盖件出现较大的造型偏差,或者形成废品[1,2].因为汽车覆盖件本身的结构特点及冲压成形的特点,无法以单一的数据来表示成形难度,而利用数值模拟,可得到材料的塑性变形和塑性传递情况及在冲压成形过程中发现容易出现裂纹或起皱位置信息.AutoForm是一种材料成形仿真研究软件,主要通过有限元法对金属材料冲压加工成形的全过程进行仿真研究,其不仅能够完成从产品概念设计到模具设计全过程的模拟仿真,且可预判可能存在的失效行为[3,4].本文以某汽车门后背板为研究对象,运用SolidWorks软件绘制三维模型,然后在AutoForm软件中模拟其生产制造过程.1三维建模与模型导入本文通过SolidWorks2020软件绘制汽车门后背板三维模型,如图1所示.该模型为深拉深成形件,曲面复杂,孔洞较多,且直径大小不一,局部有较多凸起.将该实体模型保存为igs格式后,打开AutoForm选择零件导入,将该实体模型导入其中.由于AutoForm只能对片体模型进行模拟分析,因此打开Extract命令选择提取方向后将实体模型抽取为片状模型.门后背板材质为BUSD_0.5~1.0,厚度为0.75mm.BUSD属于高强度汽车冷轧钢板,其冲压后成形好,机械性能优越,广泛应用于汽车冲压件的制造,具有屈服强度低...