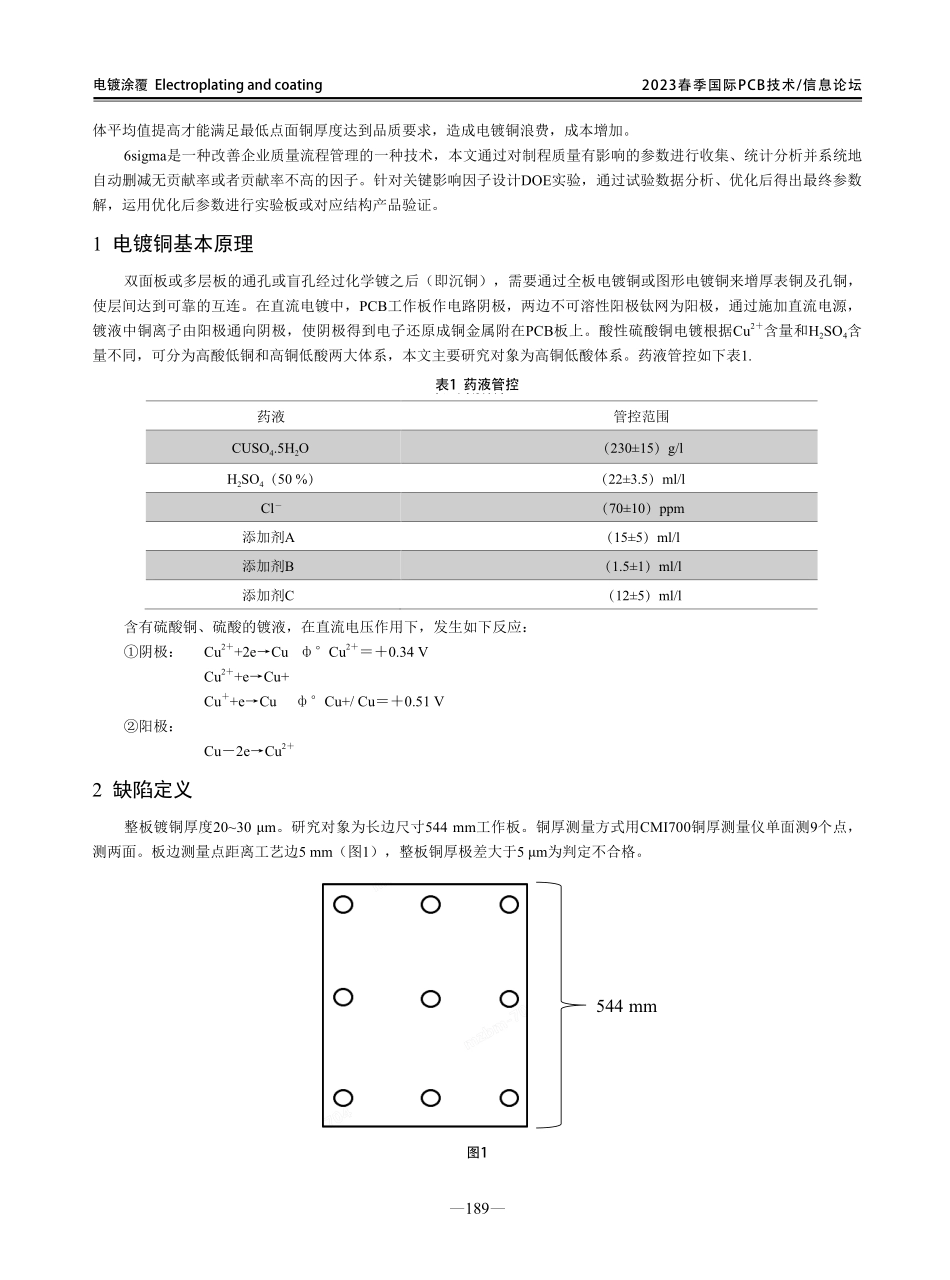
2023春季国际PCB技术/信息论坛—188—电镀涂覆Electroplatingandcoating基于6sigma的镀铜均匀性改善研究PaperCode:S-020巫中山许伟廉黄李海冯冲韩志伟(博敏电子股份有限公司,广东梅州514000)摘要伴随着电子技术的飞速发展,作为电子元件之母的PCB结构也朝着高密度、高集成、细线路、小孔径不断高速前进。PCB电镀工序作为精细线路制作前制程工序,铜厚均匀性直接影响精细线路制程的良率。对于75μm及以下线宽/线距铜厚极差超出8μm则会给线路蚀刻带来局部蚀刻不净及线幼并存的风险。本文研究6sigma质量管理在电镀镀铜均匀性工艺参数优化的运用。通过收集电镀制程不同参数,在拟合回归模型中分析不同因子贡献率,得出阳极浮架参数设定为主要影响因子。并设计DOE因子实验表,通过实验验证并优化阳极浮架设定参数来改善镀铜均匀性。最终镀铜20μm铜厚极差可控制在5μm内,实际产品验证亦可达到预期改善目标。关键词精细线路;铜厚均匀性6sigma;极差中图分类号:TN41文献标识码:A文章编号:1009-0096(2023)增刊-0188-08Studyonuniformityimprovementofcopperplatingbasedon6sigmaWuZhongshanXuWeilianHuangLihaiFengchongHanZhiweiAbstractWiththerapiddevelopmentofelectronictechnology,PCBstructure,asthemotherofelectroniccomponents,isalsomovingtowardshighdensity,highintegration,finelineandsmallaperture.PCBelectroplatingprocessisapre-fabricationprocessoffinecircuit,andtheuniformityofcopperthicknessdirectlyaffectstheyieldoffinecircuit.Ifthelinewidth/linespaceof75μmorlessexceeds8μm,itwillbringtheriskoflocaletchingandlinethinness.Thispaperstudiedtheapplicationof6sigmaqualitymanagementintheoptimizationoftheprocessparametersofcopperplatinguniformity.Bycollectingdifferentparametersintheplatingprocessandanalyzingthecontributionratesofdifferentfactorsinthefittingregressionmodel,itconcludedthattheanodefloatingframeparametersweresetasthemaininfluencingfactors,andtheDOEfactorexperimenttablewasdesigned.Throughtheexperimentalverificationandoptimizationofanodefloatingsetupparameterstoimprovetheuniformityofcopperplating.Thefinalcopperplatingthicknessrangeof20μmcanbecontrolledwithin5μm,theactualproductverificationcanalsoachievetheexpectedimprovementgoal.KeywordsF...