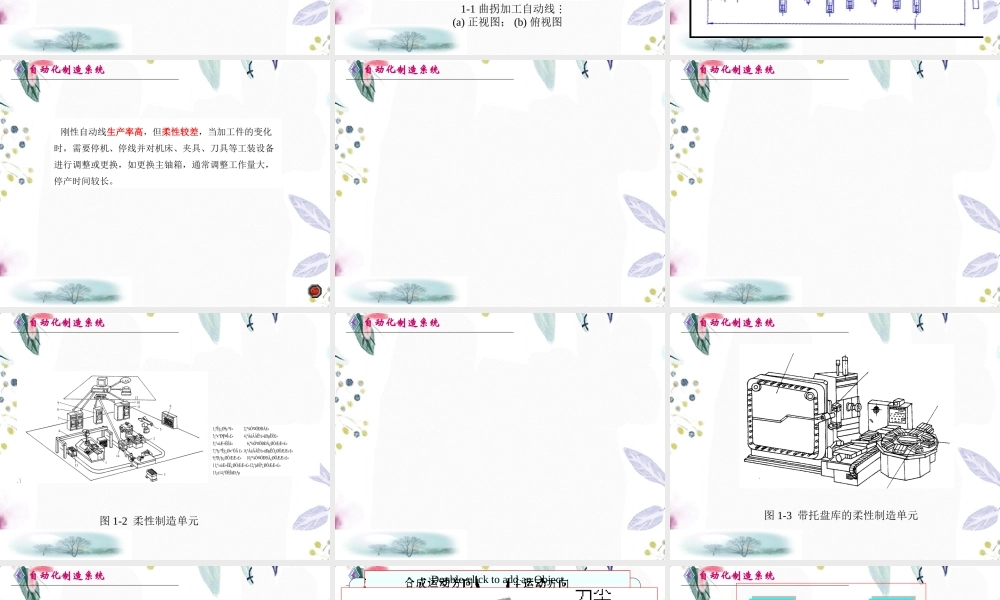
自动化制造系统第三章自动化制造系统的组成自动化制造系统自动化制造系统由于其加工工艺范围很广,涉及到很多设备。本章主要介绍常用自动化制造系统的类型及布局、各种自动化加工设备、工件的储运系统、刀具准备及储运系统、控制与监控系统、各种辅助设备以及自动化制造系统的控制系统。自动化制造系统1概述2自动化加工设备3工件储运设备4刀具准备与储运系统5工业机器人6质量控制和运行监控系统7辅助设备8控制系统思考题自动化制造系统1概述1.刚性半自动化单机除上、下料外,机床可以自动完成单个工艺过程的加工循环,这样的机床称为刚性半自动化机床。2.刚性自动化单机它是在刚性半自动化单机的根底上增加了自动上、下料等辅助装置而形成的自动化机床。自动化制造系统3.刚性自动化生产线刚性自动化生产线是多工位生产过程,用工件输送系统将各种自动化加工设备和辅助设备按一定的顺序连接起来,在控制系统的作用下完成单个零件加工的复杂大系统。图1-1所示为加工曲拐零件的刚性自动线总体布局图。该自动线年生产曲拐零件17000件,毛坯是球墨铸铁件。由于工件形状不规那么,没有适宜的输送基面,因而采用了随行夹具安装定位,便于工件的输送。自动化制造系统1-1曲拐加工自动线(a)正视图;(b)俯视图自动化制造系统自动化制造系统刚性自动线生产率高,但柔性较差,当加工件的变化时,需要停机、停线并对机床、夹具、刀具等工装设备进行调整或更换,如更换主铀箱,通常调整工作量大,停产时间较长。自动化制造系统该曲拐加工自动线由七台组合机床和一个装卸工位组成。全线定位夹紧机构由一个泵站集中供油。工件的输送采用步伐式输送带,输送带用钢丝绳牵引式传动装置驱动。1.2柔性制造单元(FMC)柔性制造单元〔FlexibleManufacturingCell〕由单台数控机床、加工中心、工件自动输送及更换系统等组成。自动化制造系统1.FMC控制系统FMC控制系统一般分为两级,分别是单元控制级和设备控制级。〔1〕设备控制级。〔2〕单元控制级。2.FMC的根本控制功能FMC的根本控制功能包括:〔2〕单元内物流设备的管理与调度。〔3〕刀具系统的管理。图1-2所示为一以加工回转体零件为主的柔性制造单元。自动化制造系统图1-2柔性制造单元LAN12101165214311347891¡ªÊý¿Ø³µ´²£»2¡ª¼Ó¹¤ÖÐÐÄ£»3¡ª×°Ð¶¹¤Î»£»4¡ªÁúÃÅʽ»úеÊÖ£»5¡ª»úÆ÷ÈË£»6¡ª¼Ó¹¤ÖÐÐÄ¿ØÖÆÆ÷£»7¡ª³µ´²...