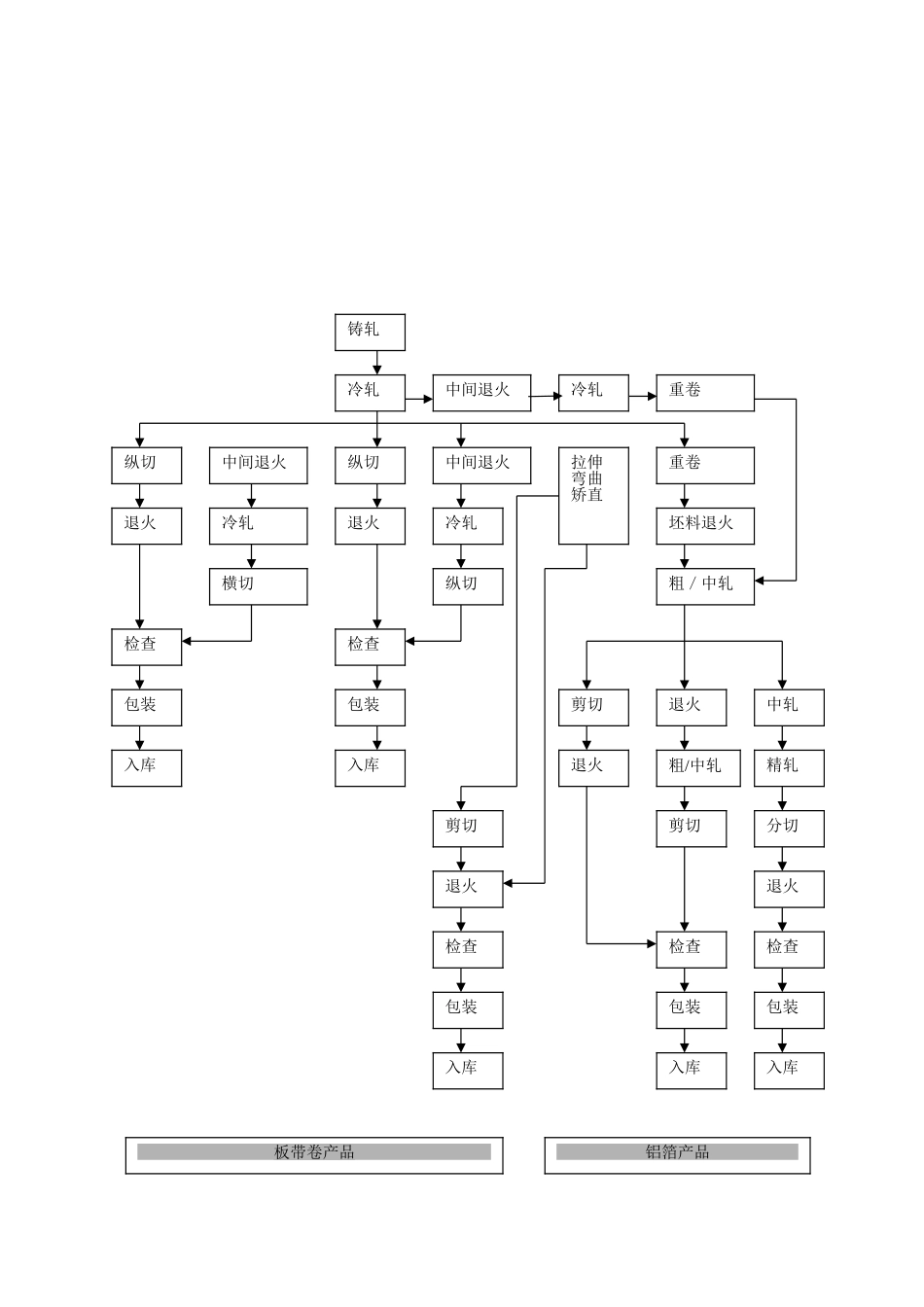
2万吨铝加工项目方案1.0总论1.1基本原则●投资少、见效快、追求高性能价格比●立足于中高档产品-厚铝箔,不介入低端铝板市场●分期投入,逐步做大、做强1.2工程目标本工程是在长期以来对加工行业人士和研究基础上,结合现有条件作为重大投资项目提出的。工程分2期逐步投入,稳扎稳打,追求投资效益。●1期工程:10000吨/年。主要满足对电缆箔、空调箱、PS板、装饰板卷登场品的市场需要,为下一步发展奠定良好的基础。●2期工程:20000吨/年。扩大规模,追求规模效应。1.3工程设计范围及原则1.3.1设计范围:本工程设计范围为新建一家最终年产2万吨,涵盖铝及铝合金板材、带材、箔材的现代化铝加工企业。设计涉及建筑工程、工艺设备、工艺技术、相关设施,同时也为以后铝材深加工留有发展余地。1.3.2设计原则:1)产品导向的原则;经过市场调研和预测确定企业主导产品,同时考虑到市场出现变化时应该有较大的适应性,即建设一个从厚铝箔生产到双零铝箔生产的全能综合性铝加工集团。2)生产技术高起点原则:从企业长期发展观点出发,必须提高企业的核心竞争能力,因此在关键设备的选型上,必须坚持高水平、高精度、高速度。工艺配置也必须采用最成熟、最先进的。3)节约投资的原则:以最合理的投资获得最可能的回报。4)合理布局的原则:以铸轧为代表的初级加工尽可能靠近电解铝厂,以单双零铝箔为代表的深加工能力尽可能靠近市场。5)物流合理性原则:各作业单位之间符合最优化的工艺流程,做到物流的顺畅。6)节能环保原则;节约能源,保护环境。7)注重EHS原则:注重“环境/健康/安全”,改善员工劳动条件。8)可持续发展原则:为今后向更大规模发展留有必要的空间。1.4建设方案1.4.1生产方案:本项目拟采取逐步投入,尽快形成生产能力的方式:●1期工程:15000吨/年。Ø680x1600铸轧机2台Ø380/800x1450冷轧机1台Ø800x1400拉弯矫直机2台1400厚箔剪1台20吨退火炉2台MK8480x50轧辊磨床1台投资总额:7,220万(含基础设施及流动资金)●2期工程:20000吨/年。Ø680x1600铸轧机1台Ø380/800x1450冷轧机1台Ø800x1400拉弯矫直机1台1400厚箔剪1台20吨退火炉2台MK8463x50轧辊磨床1台投资总额:约10,480万(含基础设施及流动资金)1.4.2产品方案经过市场调研、确定产品方案。详见下表:序号合金牌号产品状态产品名称规格范围(mm)计算规格(mm)年产量(t)110003003H14H18H22H24O铝卷0.20~1.00x(700~1280)x(1000~4000)0.30x1200x2000100...