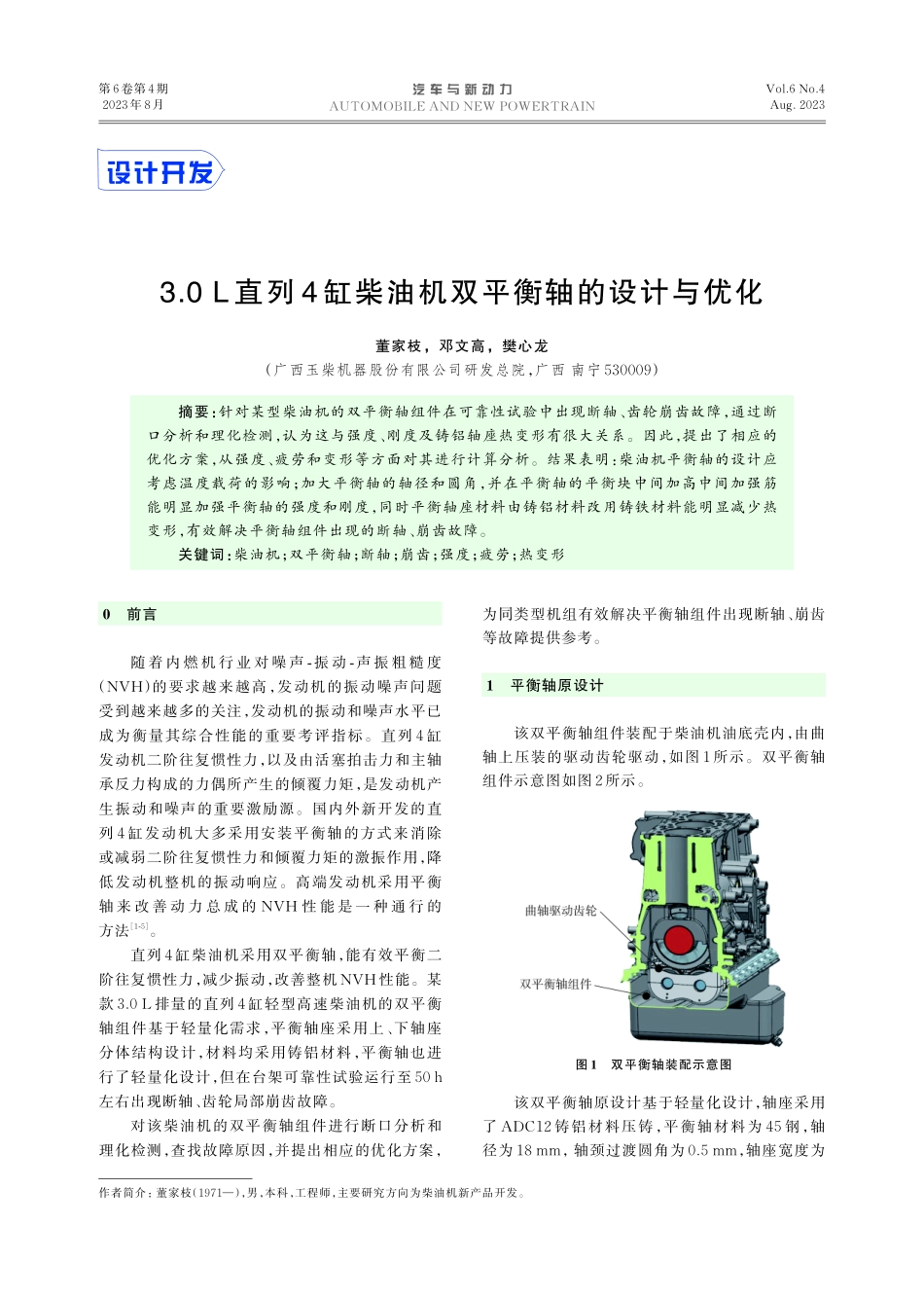
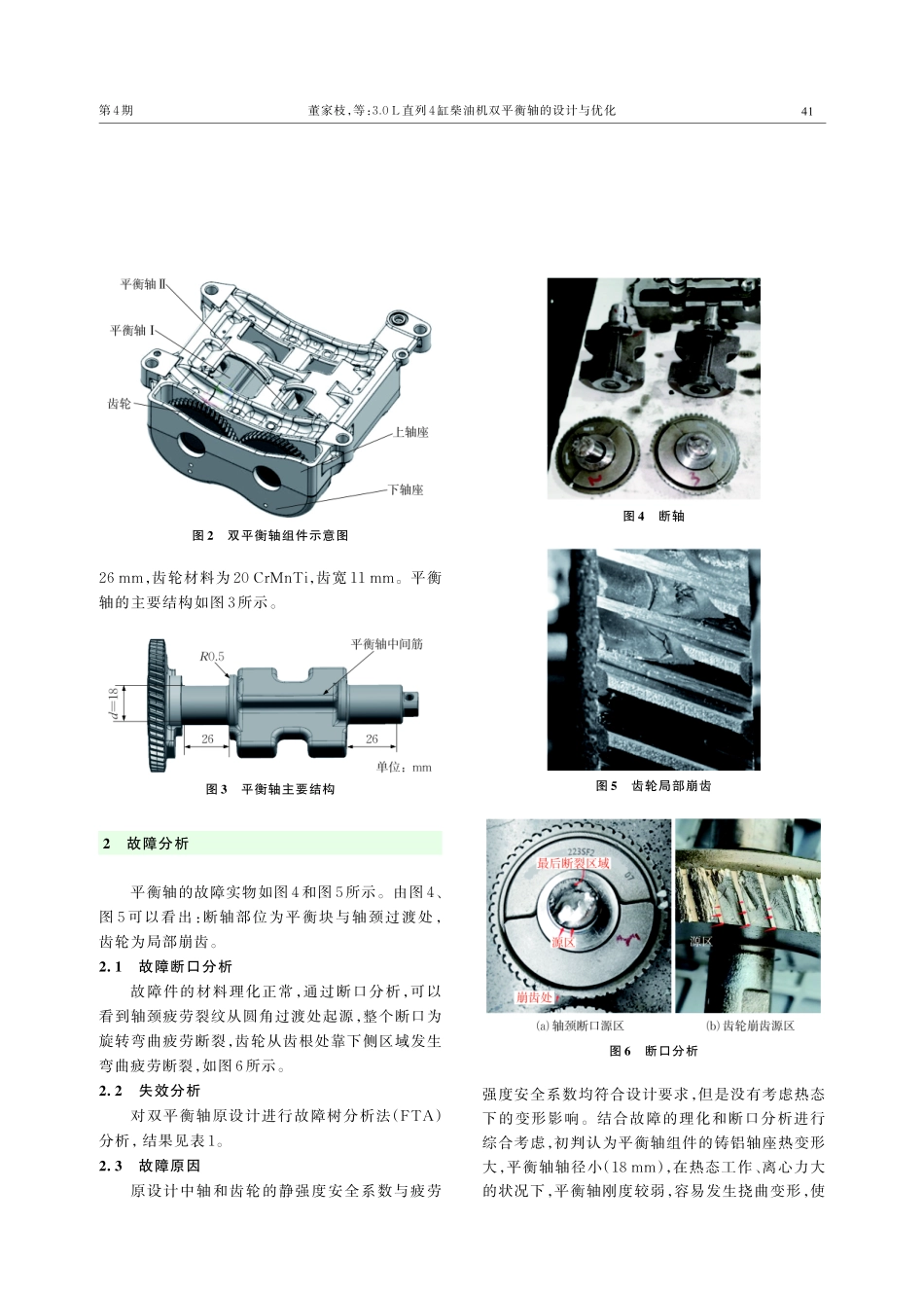
第6卷第4期2023年8月Vol.6No.4Aug.2023汽车与新动力AUTOMOBILEANDNEWPOWERTRAIN3.0L直列4缸柴油机双平衡轴的设计与优化董家枝,邓文高,樊心龙(广西玉柴机器股份有限公司研发总院,广西南宁530009)摘要:针对某型柴油机的双平衡轴组件在可靠性试验中出现断轴、齿轮崩齿故障,通过断口分析和理化检测,认为这与强度、刚度及铸铝轴座热变形有很大关系。因此,提出了相应的优化方案,从强度、疲劳和变形等方面对其进行计算分析。结果表明:柴油机平衡轴的设计应考虑温度载荷的影响;加大平衡轴的轴径和圆角,并在平衡轴的平衡块中间加高中间加强筋能明显加强平衡轴的强度和刚度,同时平衡轴座材料由铸铝材料改用铸铁材料能明显减少热变形,有效解决平衡轴组件出现的断轴、崩齿故障。关键词:柴油机;双平衡轴;断轴;崩齿;强度;疲劳;热变形0前言随着内燃机行业对噪声-振动-声振粗糙度(NVH)的要求越来越高,发动机的振动噪声问题受到越来越多的关注,发动机的振动和噪声水平已成为衡量其综合性能的重要考评指标。直列4缸发动机二阶往复惯性力,以及由活塞拍击力和主轴承反力构成的力偶所产生的倾覆力矩,是发动机产生振动和噪声的重要激励源。国内外新开发的直列4缸发动机大多采用安装平衡轴的方式来消除或减弱二阶往复惯性力和倾覆力矩的激振作用,降低发动机整机的振动响应。高端发动机采用平衡轴来改善动力总成的NVH性能是一种通行的方法[1-5]。直列4缸柴油机采用双平衡轴,能有效平衡二阶往复惯性力,减少振动,改善整机NVH性能。某款3.0L排量的直列4缸轻型高速柴油机的双平衡轴组件基于轻量化需求,平衡轴座采用上、下轴座分体结构设计,材料均采用铸铝材料,平衡轴也进行了轻量化设计,但在台架可靠性试验运行至50h左右出现断轴、齿轮局部崩齿故障。对该柴油机的双平衡轴组件进行断口分析和理化检测,查找故障原因,并提出相应的优化方案,为同类型机组有效解决平衡轴组件出现断轴、崩齿等故障提供参考。1平衡轴原设计该双平衡轴组件装配于柴油机油底壳内,由曲轴上压装的驱动齿轮驱动,如图1所示。双平衡轴组件示意图如图2所示。该双平衡轴原设计基于轻量化设计,轴座采用了ADC12铸铝材料压铸,平衡轴材料为45钢,轴径为18mm,轴颈过渡圆角为0.5mm,轴座宽度为图1双平衡轴装配示意图作者简介:董家枝(1971—),男,本科,工程师,主要研究方向为柴油机新产品开发。设计开发第4期董家枝,等:3.0L直列4缸柴油机双平衡轴的设计与优化26...